
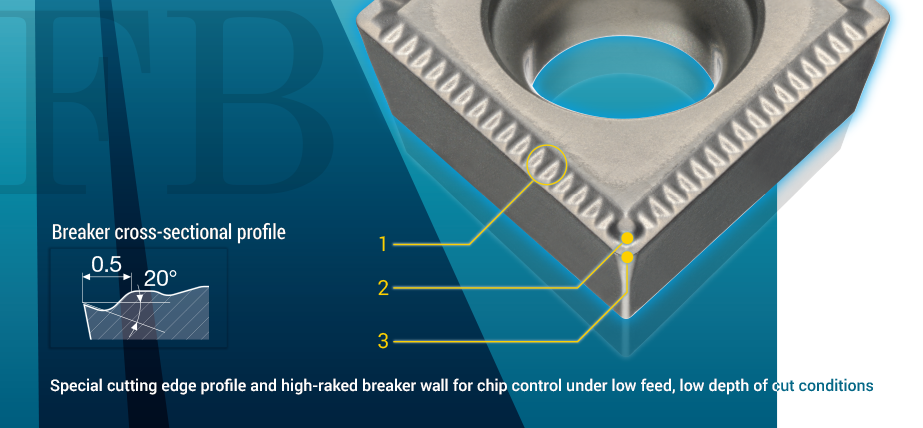
专门为控制切屑而设计的切削刃
可降低在加工管钢、轧钢和低碳钢时发生意外崩损、切屑堵塞和加工损伤的可能性。
1. 刀脊可降低切削刃崩损的可能性。
2. 大前角断屑槽壁可提高断屑能力。
3. 刀尖圆弧半径内的可变前角设计提高了切屑变形能力和断屑能力。
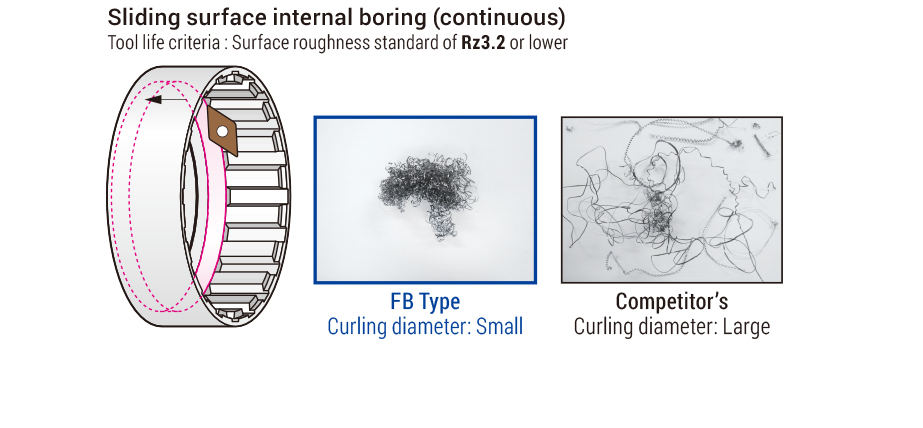
专门为控制切屑而设计的切削刃
提高了在低速切削和低进给量下的分离能力。
无论切削水平如何变化,都可实现稳定的加工。
SPCH440 轮毂部件
可防止轧钢切屑卷入,从而避免切屑堵塞。
| 刀片 | DCMT11T308N-FB (T3000Z) |
|---|---|
| 切削 条件 |
vc = 200 m/min,f = 0.03、0.04、0.05 mm/rev ap = 0.50 到 0.60 mm,湿式 |
SAPH440 活塞部件
在小切深的情况下也能形成较小的切屑,从而避免切屑堵塞。
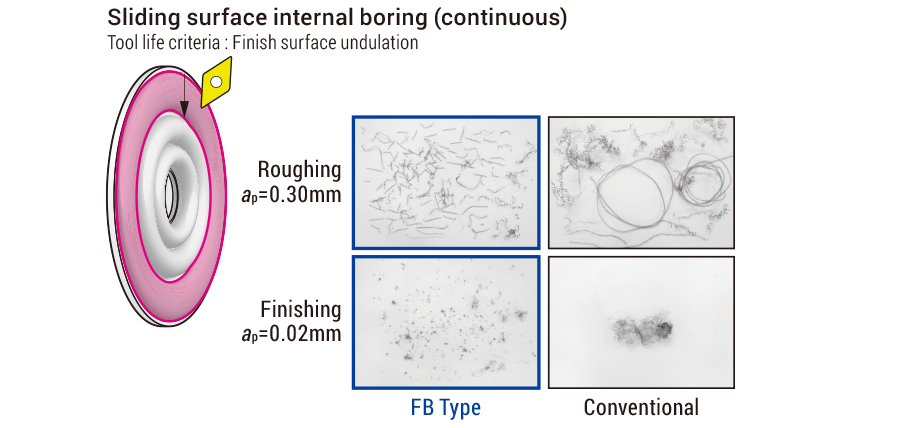
| 刀片 | DCMT11T308N-FB (T1500Z) |
|---|---|
| 切削 条件 |
vc = 360 m/min,f = 0.14 mm/rev,ap = 0.30 mm(粗加工)、0.02 mm(精加工),湿式 |
STKM13A 轴承部件
更强的断屑能力可提供稳定的加工并将刀具寿命延长 30%。
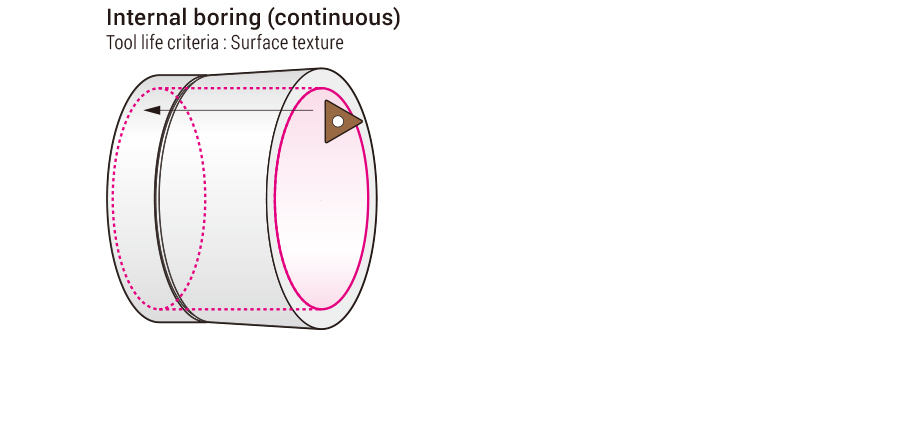
| 刀片 | TPMT110304N-FB (T3000Z) |
|---|---|
| 切削 条件 |
vc = 200m/min,f = 0.09mm/rev,ap = 0.25mm,湿式 |
SAPH440 离合器部件
改善切屑控制以提高生产率。
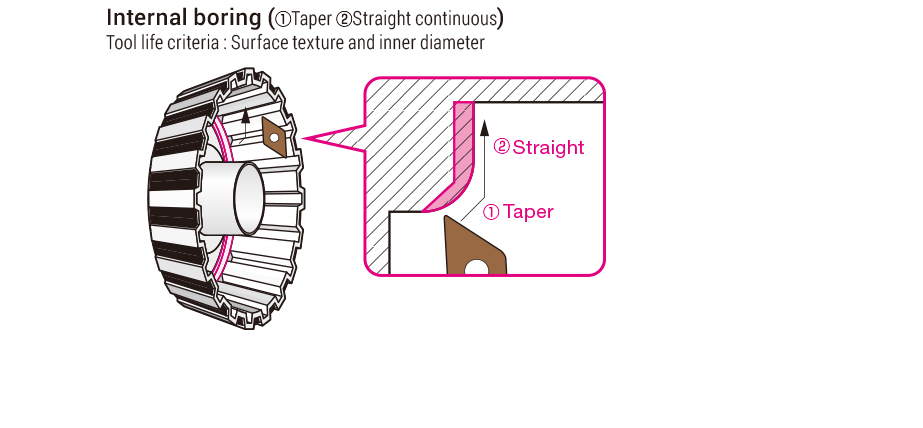
| 刀片 | DCMT11T308N-FB (T3000Z) |
|---|---|
| 切削 条件 |
vc = 200 m/min,f = (1) 0.08 mm (2) 0.10 mm/rev,ap = (1) 0 到 0.50 mm (2) 0.50 mm,湿式 |
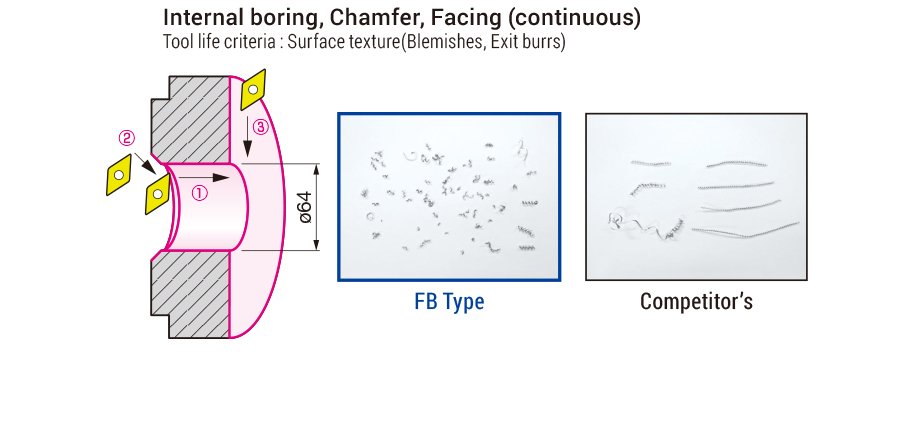
S45C 变速箱部件
更强的断屑能力可以将刀具损坏减少 40%。
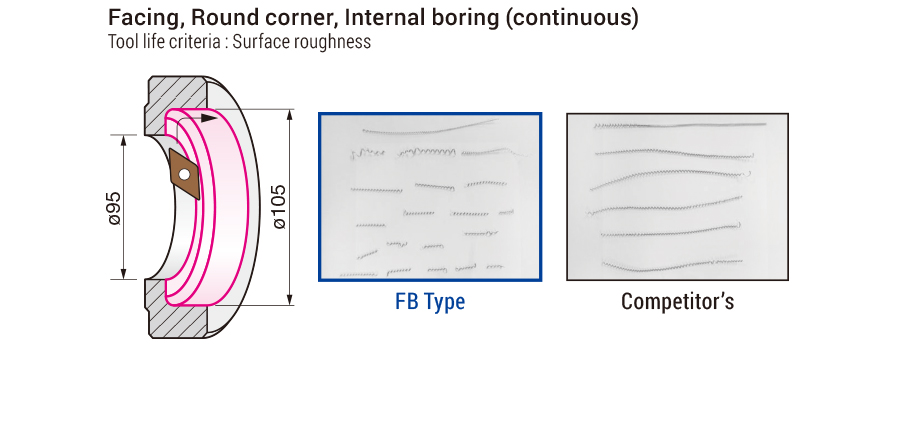
| 刀片 | DCMT11T308N-FB (T3000Z) |
|---|---|
| 切削 条件 |
vc = 250 m/min,f = 0.15 mm/rev(镗削、内圆端面)、0.10 mm/rev(圆角),ap = 0.25 mm,湿式 |
SCMr420H 离合器部件
优异的加工表面质量、更强的断屑能力和更锋利的刃口。
| 刀片 | DCMT11T304N-FB (T1500Z) |
|---|---|
| 切削 条件 |
vc = 220 m/min,f = (1) 0.15 mm (2) 0.12 mm (3) 0.18 mm/rev,ap = 0.25 mm,湿式 |