
材质选择(车削)
- 产品
- 材质选择(车削)
普通钢、软钢
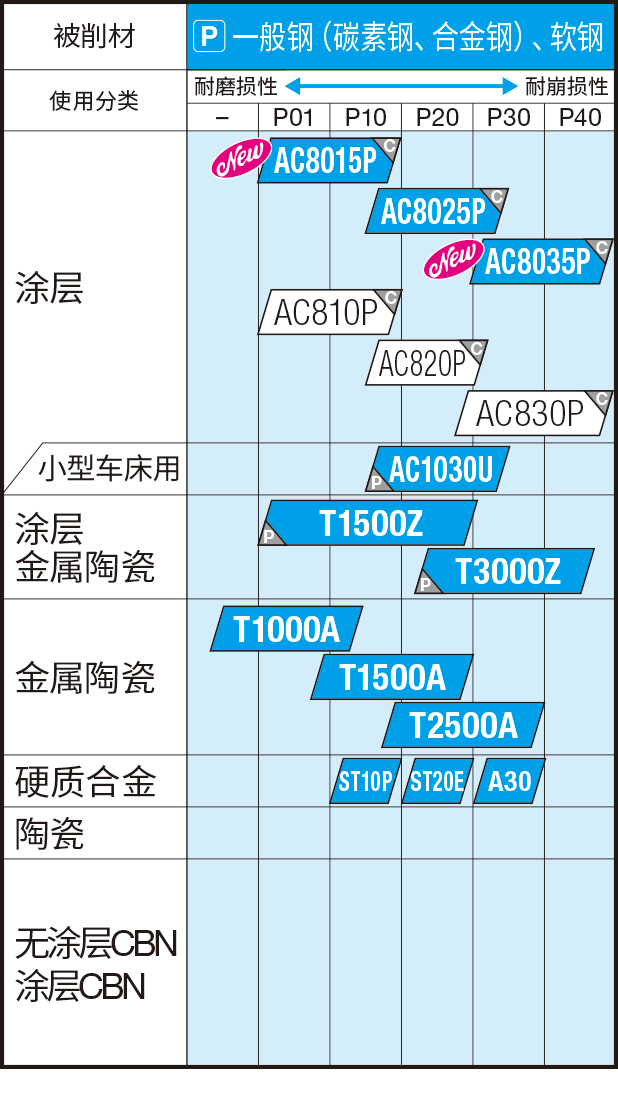
涂层
AC8015P
通过氧化铝晶体颗粒的定向方位控制技术,抑制月牙洼损伤的扩大。在高速高进给加工中实现稳定的长寿命。
AC8025P
钢车削加工的第一推荐材质。采用表面平滑化技术,大幅抑制被削材成分的熔着。在多种被削材、切削速度下实现稳定长寿命。
AC8035P
通过去除涂层膜中拉伸应力的技术,大幅提高耐崩损性。在强断续加工中实现稳定长寿命。
小型车床用
AC1030U
采用新PVD涂层和专用强韧硬质合金母材。采用高品质刀尖,抑制熔着、微小崩口,实现优异的加工面品质。
涂层金属陶瓷
T1500Z
采用具有优异润滑性的PVD涂层“Brilliant Coat”,不但提高了耐磨损性,而且在面对无法提高切削速度的小零件加工和低碳钢加工时,也实现了稳定的精加工面。
金属陶瓷
T1000A
兼顾了较卓越耐磨损性和韧性的高硬度陶瓷。在钢的连续加工、烧结合金和铸铁的精加工方面,实现了高的尺寸精度。
T1500A
是由具有不同粒径和机能的硬质粒子所构成,且耐磨损性和韧性兼俱的通用陶瓷材质。
不锈钢
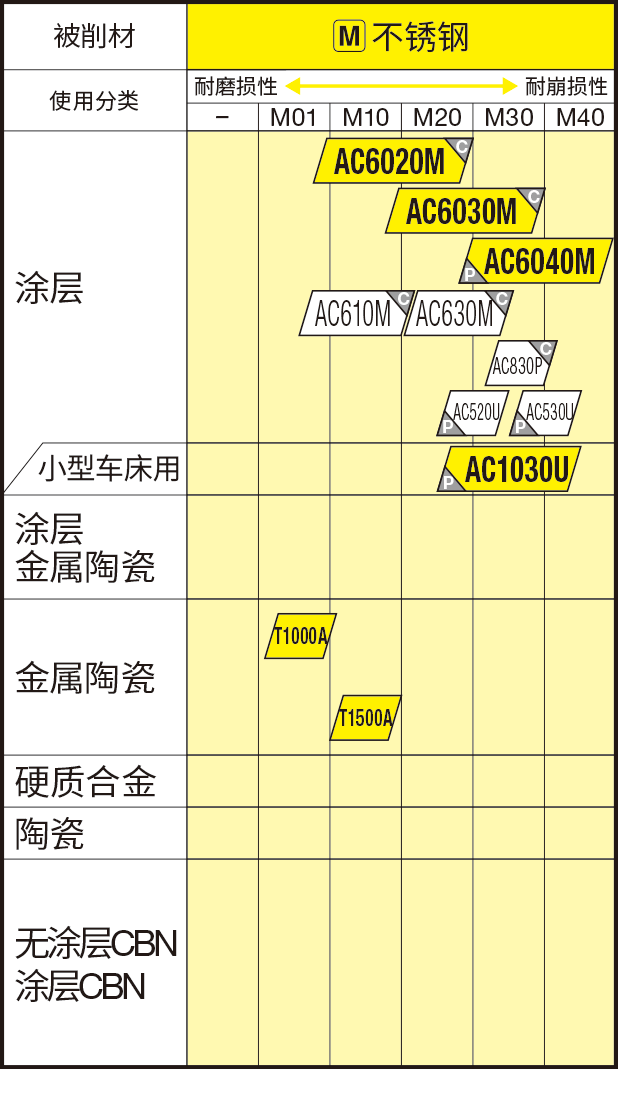
涂层
AC6020M
通过耐磨损性优异的高硬度硬质合金母材和提高了涂膜强度的新CVD涂层的组合,并且兼备优异的耐磨损性和耐崩损性,在高速加工中实现稳定的长寿命。
AC6030M
是实现不锈钢车削长久稳定加工的第一推荐材质。通过涂层膜强度提高和优异的粘接贴合性,大幅减少不锈钢加工中异常损伤问题的发生。
AC6040M
通过耐粘着性、耐剥离性优异的新PVD涂层和提高了耐崩损性的专用硬质合金母材,大幅提高不稳定加工领域的可靠性。
小型车床用
AC1030U
采用新PVD涂层和专用强韧硬质合金母材。采用高品质刀尖,抑制熔着、微小崩口,实现优异的加工面品质。
金属陶瓷
T1000A
兼顾了较卓越耐磨损性和韧性的高硬度陶瓷。在钢的连续加工、烧结合金和铸铁的精加工方面,实现了高的尺寸精度。
T1500A
是由具有不同粒径和机能的硬质粒子所构成,且耐磨损性和韧性兼俱的通用陶瓷材质。
铸铁
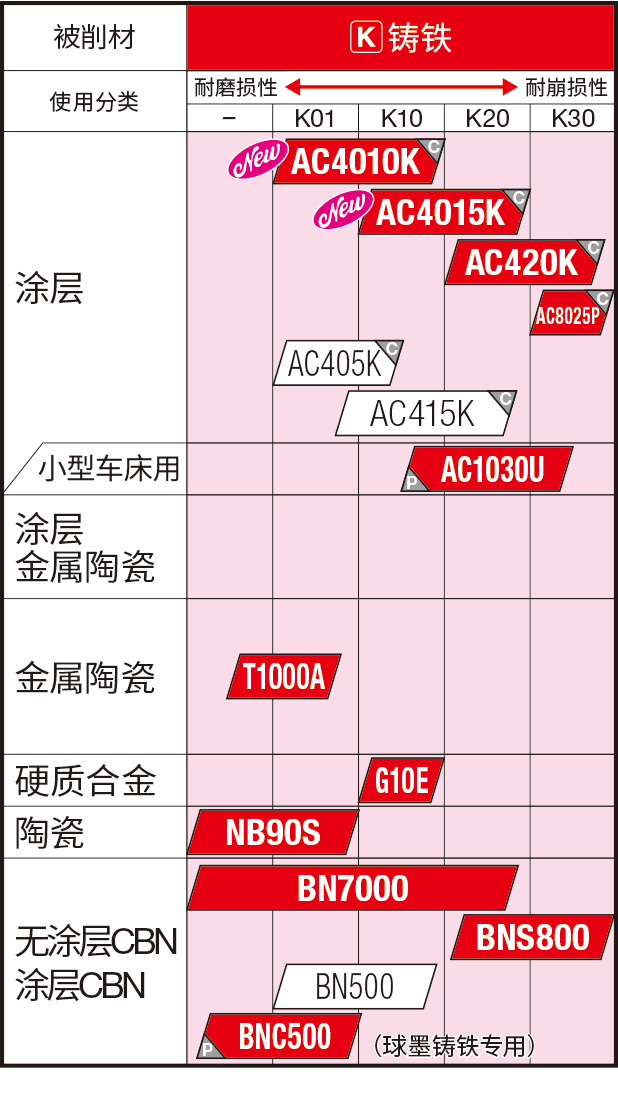
涂层
AC4010K
灰口铸铁加工的第一推荐材质。采用超厚膜新CVD涂层,实现VC=700m/min的超高速加工。
AC4015K
球墨铸铁加工的第一推荐材质。利用高密度、高强度的新CVD涂层,兼具了高水准的耐磨损性和耐崩损性。
AC420K
凭借优异的耐崩损性,可在进行断续、不稳定加工及氧化皮加工时实现出众的稳定性。
小型车床用
AC1030U
采用新PVD涂层和专用强韧硬质合金母材。采用高品质刀尖,抑制熔着、微小崩口,实现优异的加工面品质。
金属陶瓷
T1000A
兼顾了较卓越耐磨损性和韧性的高硬度陶瓷。在钢的连续加工、烧结合金和铸铁的精加工方面,实现了高的尺寸精度。
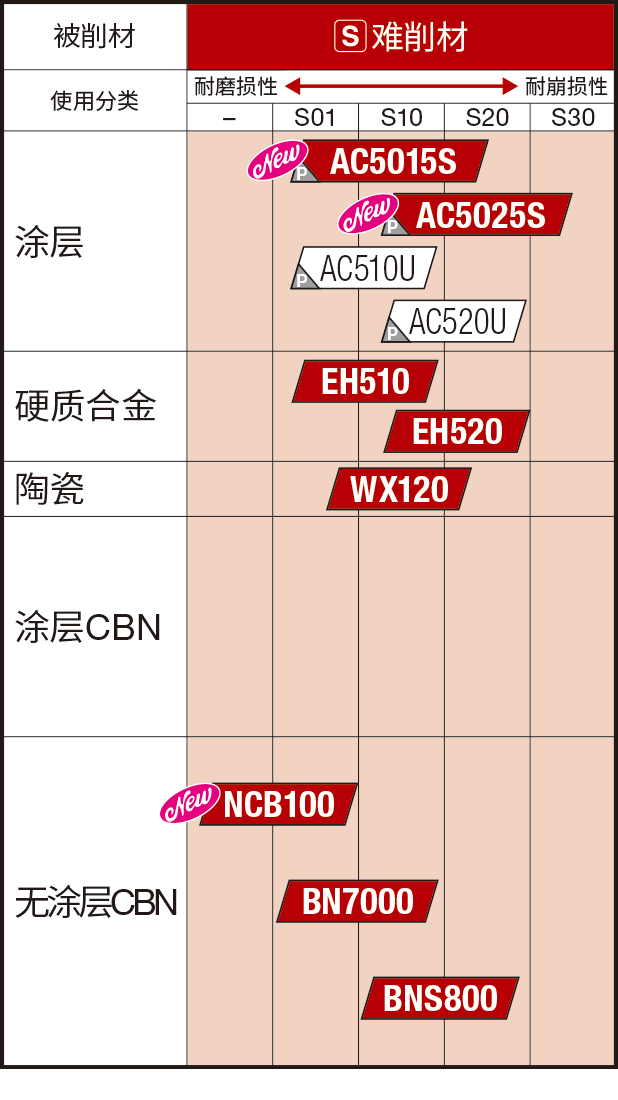
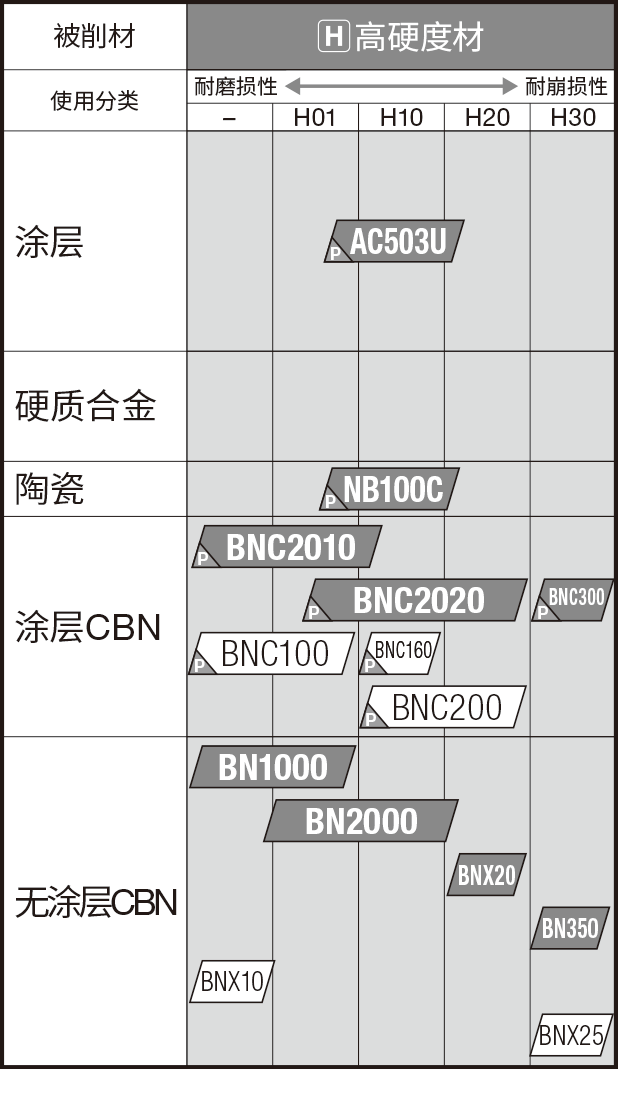
难削材
淬火钢
非铁金属
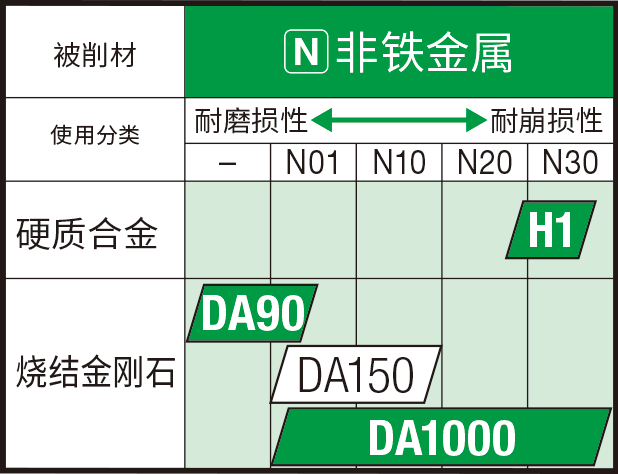
烧结金刚石
DA90
将较粗颗粒的金刚石粒子进行烧结,金刚石含有率高,发挥优异的耐磨损性。
DA1000
将极微小的金刚石颗粒进行高密度的烧结,能发挥最优异的耐磨损性和耐崩损性,体现出优异的锋利性。
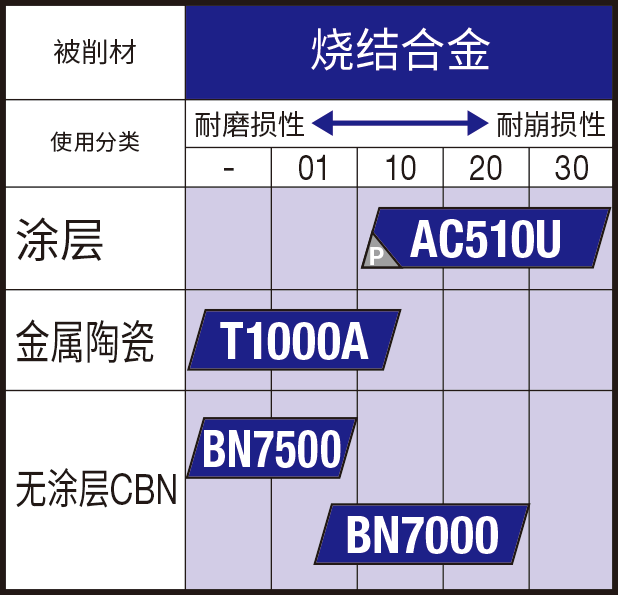
烧结合金
硬质合金·硬脆材料
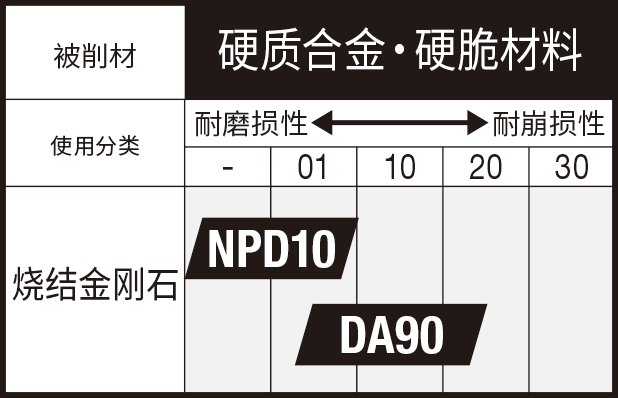
烧结金刚石
NPD10
由纳米级金刚石粒子直接牢固结合的全金刚石材质。能发挥最优异的耐磨损性和耐崩损性,体现出优异的锋利性。
DA90
将较粗颗粒的金刚石粒子进行烧结,金刚石含有率高,发挥优异的耐磨损性。