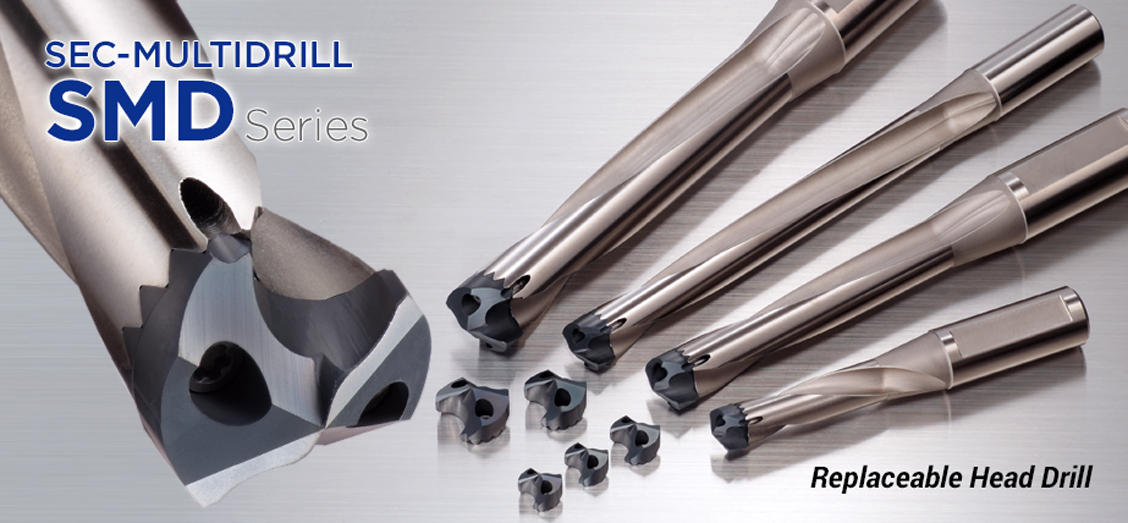
SEC-MULTIDRILL SMD series
Replaceable head drills
Work Material
- N
Feature
Replaceable head drills
Replaceable type drill with exchangeable heads using an unique radial serration design, for high precision and strength
An exchangeable drill head provides a new cutting edge, higher productivity and cost efficiency with easy tool management.
Regrinding allowance of 1.5mm to 3mm makes further tool cost reductions possible.
MSL type
Stable machining of mild steel, stainless steel, etc.

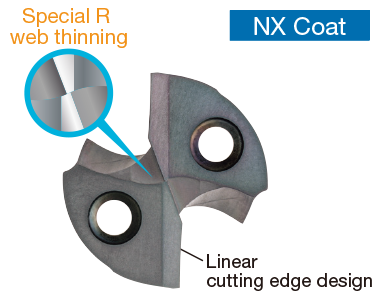
Overwhelming cutting edge sharpness in mild steel and SUS machining
Newly designed linear cutting edge and special R web thinning enables improved chip evacuation and stable machining
Stable long tool life
New grade improves fracture and adhesion resistance
MTL type
Suitable for high-efficiency drilling of general steel

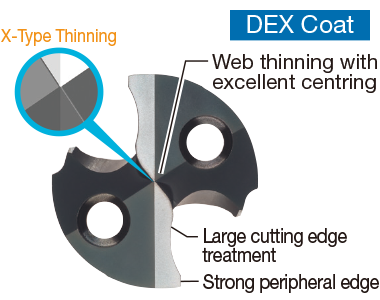
Excellent cutting edge strength
Large edge treatment is used to reduce breakage of the cutting edge.
Stable machined hole accuracy
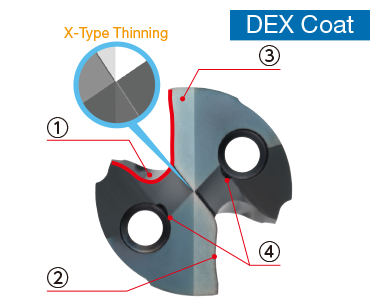
X Type thinning achieves excellent centring on entry and stable drilling.
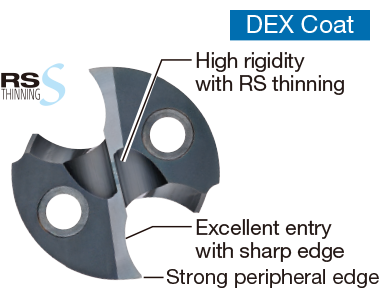
MFS type
Ideal for drilling and burr control on non-flat surfaces

Ideal for drilling and burr control on non-flat surfaces
Can be used for high-efficiency spot facing, drilling on non-horizontal surfaces such as inclined and cylindrical surfaces, and interrupted drilling. Also reduces burrs at the hole exit.
Improves machining stability
Achieves high rigidity by employing RS THINNING, which ensures thick web.
MB type
Ideal for drilling rolled steels for welded structures for bridge (single layer and stacked)

1) Gradual Arc Shape J-Flute
Unique wide and smooth flute shape significantly improves chipcontrol and evacuation.
2) Reduces peripheral edge chipping caused by flapping workpieces
Robust Substrate and Reinforced Edge Treatment
3) Robust Substrate and Reinforced Edge Treatment
4) Robust Substrate and Reinforced Edge Treatment
Product Inquiry
Feel free to contact us for cutting and machining information
on cutting troubles and review of tooling as well as questions,
feedbacks, and requests for our home page.
Recommend
-
 Indexable drills
Indexable drills- P
- M
- K
- N
SumiDrill WDX seriesMore Detail -
 Coated carbide drills
Coated carbide drills- P
- M
- K
- S
- H
NeXEO MDE seriesMore Detail -
 Coated carbide drills for stainless steel
Coated carbide drills for stainless steel- M
- S
MULTIDRILL MDM seriesMore Detail
