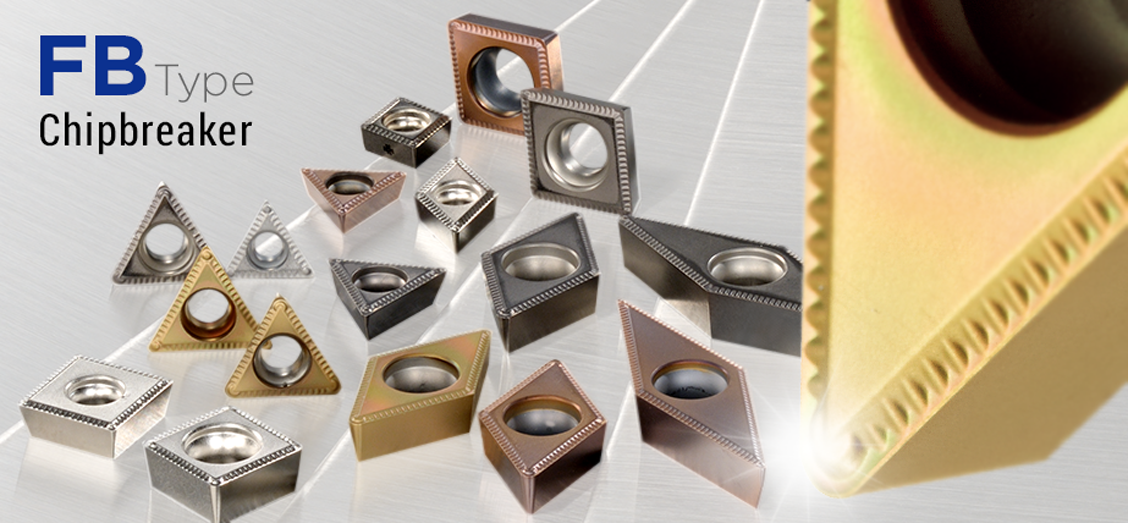
低炭素鋼・一般鋼加工用 ポジティブM級仕上げ用ブレーカ
FB型ブレーカ
鋼・鉄板材・軟鋼加工の切りくず処理を改善
推奨被削材
- P
- M
- S
FEATURE 特長
鋼・鉄板材・軟鋼加工の切りくず処理を改善
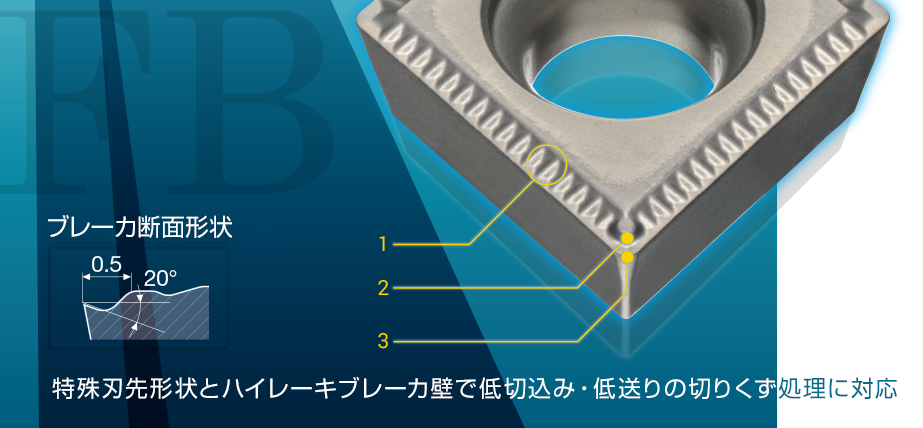
切りくず処理重視の刃先設計
パイプ材、プレス材、低炭素鋼の突発欠損・チョコ停・被削材の傷を低減
1. リッジにより辺部欠損を低減
2. ハイレーキブレーカ壁により、切りくず分断性を向上
3. ノーズR内すくい角変動設計により、切りくずのひずみを大きくし、分断性を向上
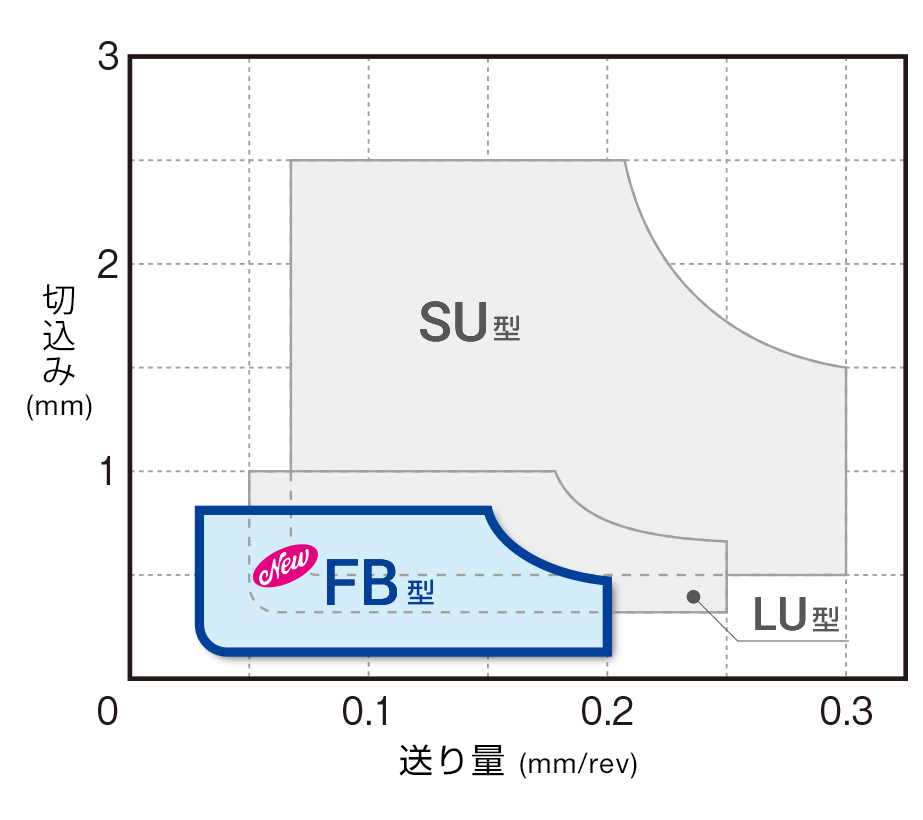
Application Range 適用領域
低切込み、低送りでの分断性向上 切込み変動でも安定加工を実現
INQUIRY 製品お問い合わせ
製品の導入についてのご相談はもちろん
お客様のご希望の用途にあわせたご案内も承ります。