SumiDrill GDX型
剛性と切りくず排出性を両立 最大L/D=7の深穴加工を実現
適用被削材
- P
- M
- K

FEATURE 特長
最大L/D=7の深穴加工に対応
風力発電部品をはじめとした大型加工部品での深穴加工に対応可能
高剛性ホルダ設計
独自の溝設計により、切りくず排出性とホルダ剛性を高次元で両立。加工振動を大幅に抑制し切削抵抗を低減、安定した深穴加工を実現。

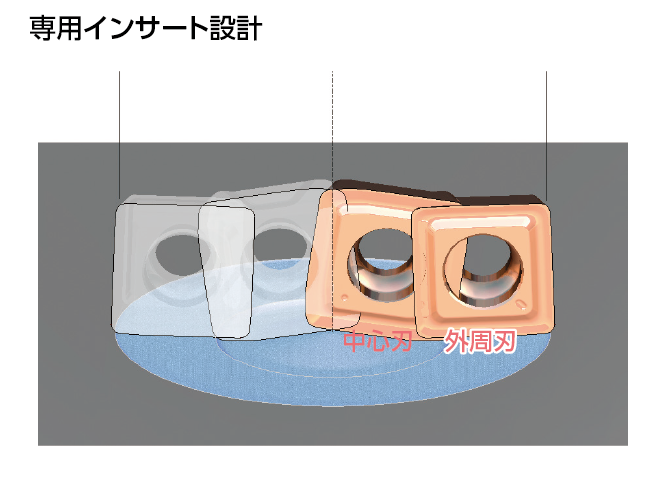
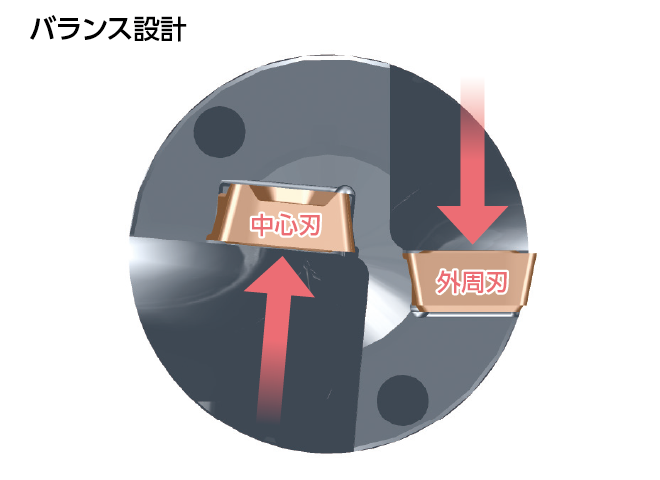
専用インサート設計
中心刃と外周刃を個別最適インサート設計とし、形状や相互の位置関係を最適化することで安定性を向上。材質やブレーカを使い分けることで、切りくず処理性が大幅に向上。切りくずが絡まり、チョコ停が発生しやすい低炭素鋼の加工でもノンステップ加工が可能
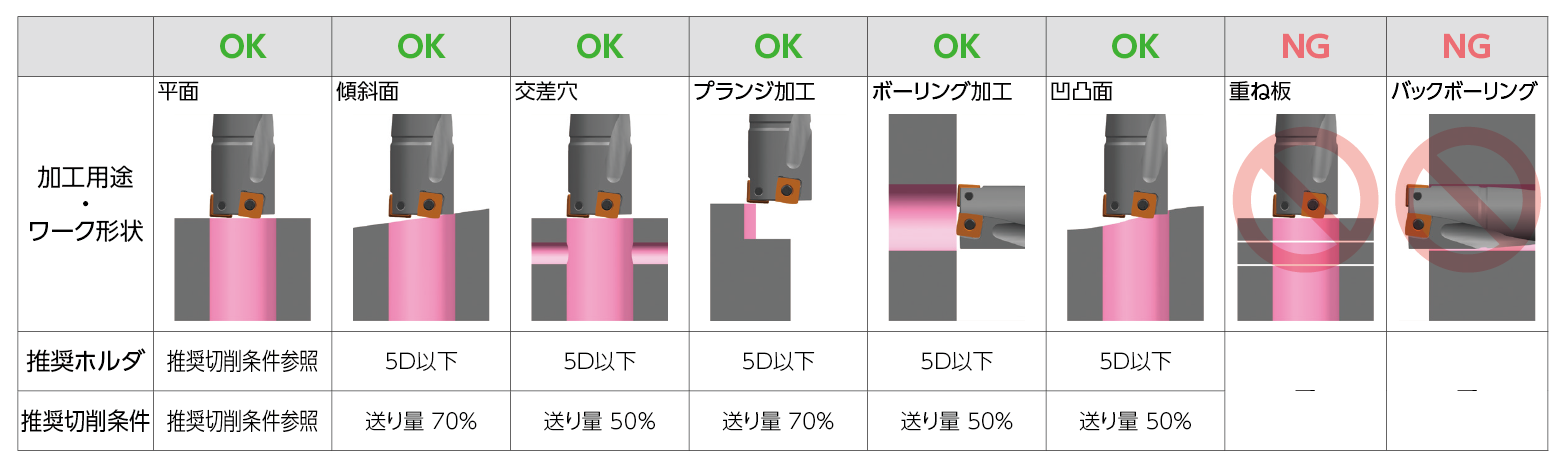
適用可能な加工用途・ワーク形状
加工用途やワークの形状によって下記表を参考に加工条件を設定してください。
使用実例
①ナット(SS400) 切りくず処理改善!
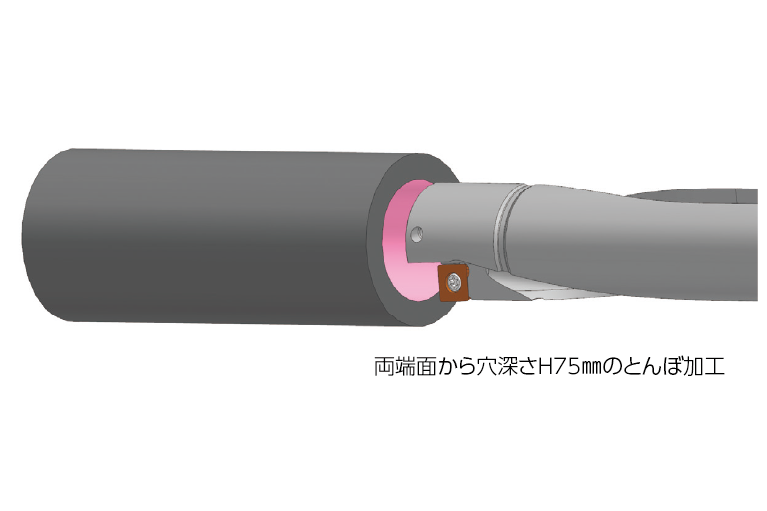

他社品に対して、切りくずが短く分断され、安定した穴あけ加工を実現
被削材 :ナット(SS400) 使用工具 :GDXH210D6S25-06(ø21 , 6D)
インサート :外周刃 GDXT06T204P-L(ACU2500) 中心刃 GDXT06T206C-L(ACU2500)
切削条件 :vc=80m/min f=0.03→0.05mm/rev H=75mm×2(とんぼ加工、貫通) 内部給油(水溶性)
②フランジ(SS400) ステップ加工解消 能率改善!
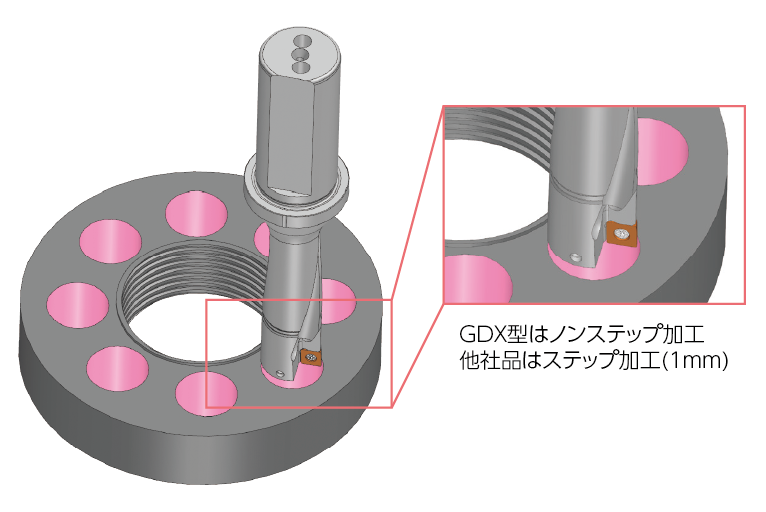
他社品はステップ加工(1mmごと)に対し、GDX型はノンステップ加工でも
切りくずが細かく分断され、高能率かつ安定加工を実現
被削材 :フランジ(SS400) 使用工具 :GDXH190D3S25-06(ø19 , 3D)
インサート :外周刃 GDXT06T204P-L(ACU2500) 中心刃 GDXT06T206C-L(ACU2500)
切削条件 :vc=240m/min f=0.055mm/rev H=22mm(貫通) 内部給油(水溶性)
③フランジ(S48C) 工具寿命改善!
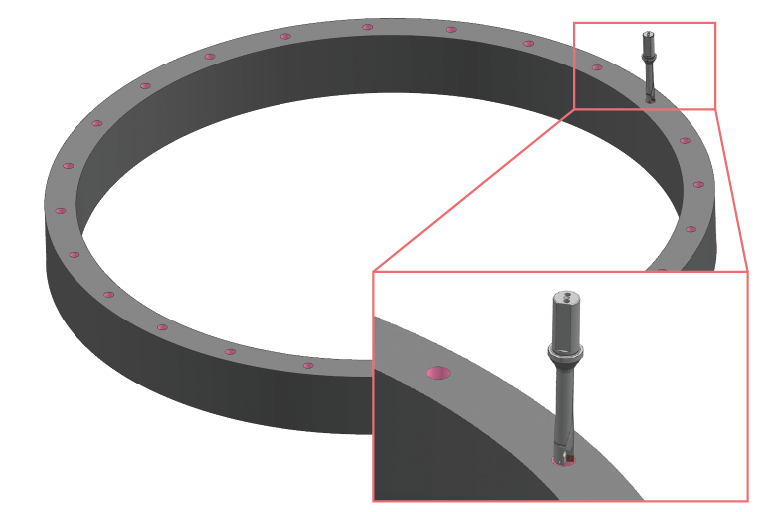
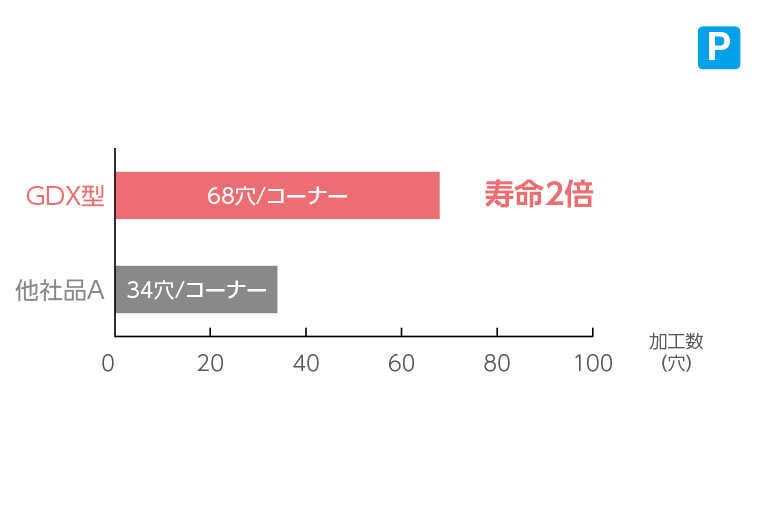
他社品と比べ寿命2倍と大幅に向上し、安定加工を実現
被削材 :フランジ(S48C[230HB]) 使用工具 :GDXH190D5S25-06(ø19 , 5D)
インサート :外周刃 GDXT06T204P-G(ACU2500) 中心刃 GDXT06T206C-G(ACU2500)
切削条件 :vc=120m/min f=0.085mm/rev H=76mm(貫通) 内部給油(水溶性)
④フランジ(S25C, S45C) 加工能率 3倍!
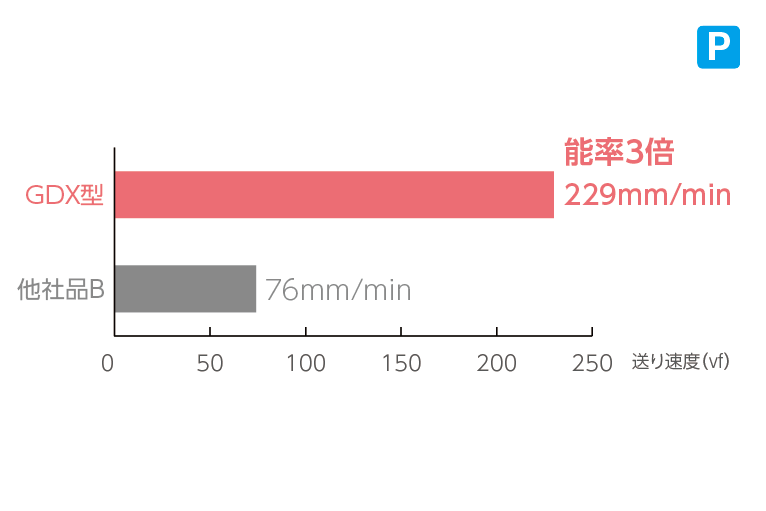
他社品に対して、切りくず処理が大幅に改善し、能率約3倍を実現
被削材 :フランジ(S25C、S45C) 使用工具 :GDXH200D3S25-06(ø20 , 3D)
インサート :外周刃 GDXT06T204P-G(ACU2500) 中心刃 GDXT06T206C-G(ACU2500)
切削条件 :vc=180m/min f=0.08mm/rev H=38mm(貫通) 内部給油(水溶性)
INQUIRY 製品お問い合わせ
製品の導入についてのご相談はもちろん
お客様のご希望の用途にあわせたご案内も承ります。