材质选择
材质选择(铣削)
普通钢、软钢P
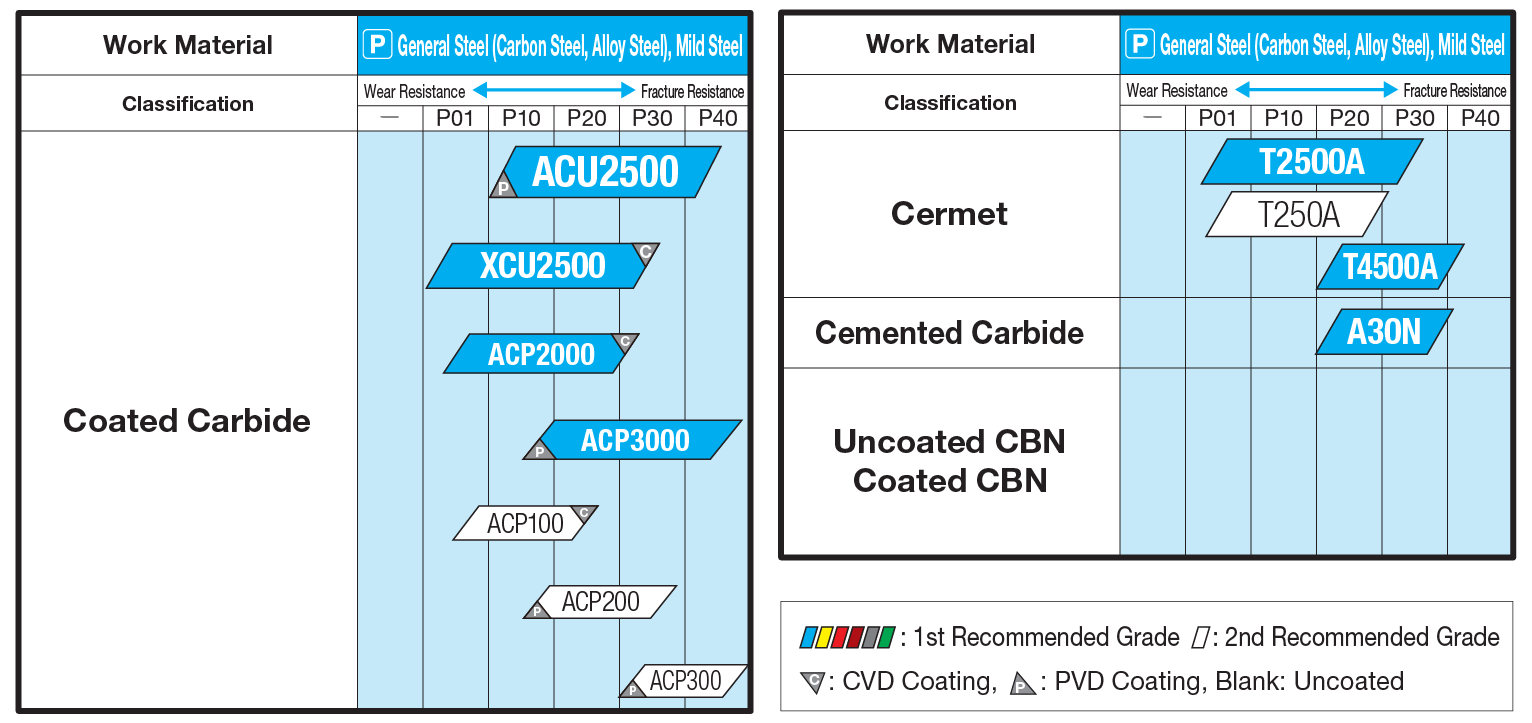
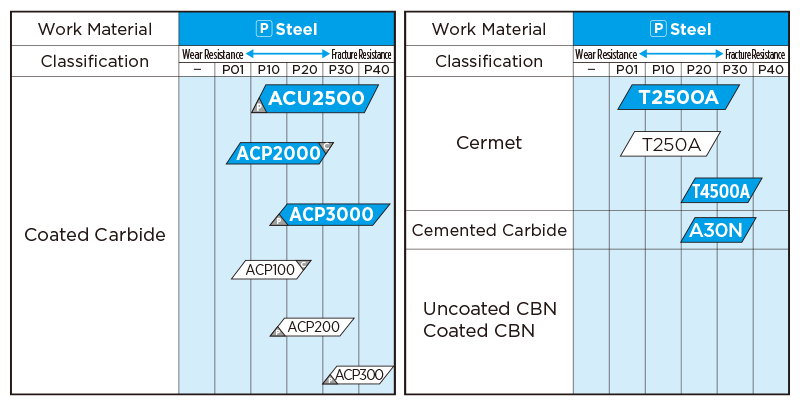
涂层硬质合金
ACU2500
适用于钢件、不锈钢、铸铁加工的通用材质
采用耐磨性、耐崩损性优异的新涂层和耐磨性、抗崩裂性优异的硬质合金基体,在各种被削材加工中实现稳定长寿命
ACP2000
适用于钢件的高速加工
采用耐热裂纹性优异的强韧硬质合金基体和新涂层,在高速加工中实现稳定、长久的刀具寿命
ACP3000
钢件铣削加工的第一推荐材质
采用耐磨性与耐崩损性优异的新涂层和耐热裂纹性优异的硬质合金基体,在广泛的切削条件下实现稳定、长久的刀具寿命
金属陶瓷
T2500A
适用于钢件和不锈钢的精切削
采用致密、均匀粒子组织,大幅提高韧性,实现优异的精切削面和长久的刀具寿命
T4500A
适用于钢件和不锈钢的精切削
抑制热裂纹的产生,具有优异抗崩裂性的材质
不锈钢M
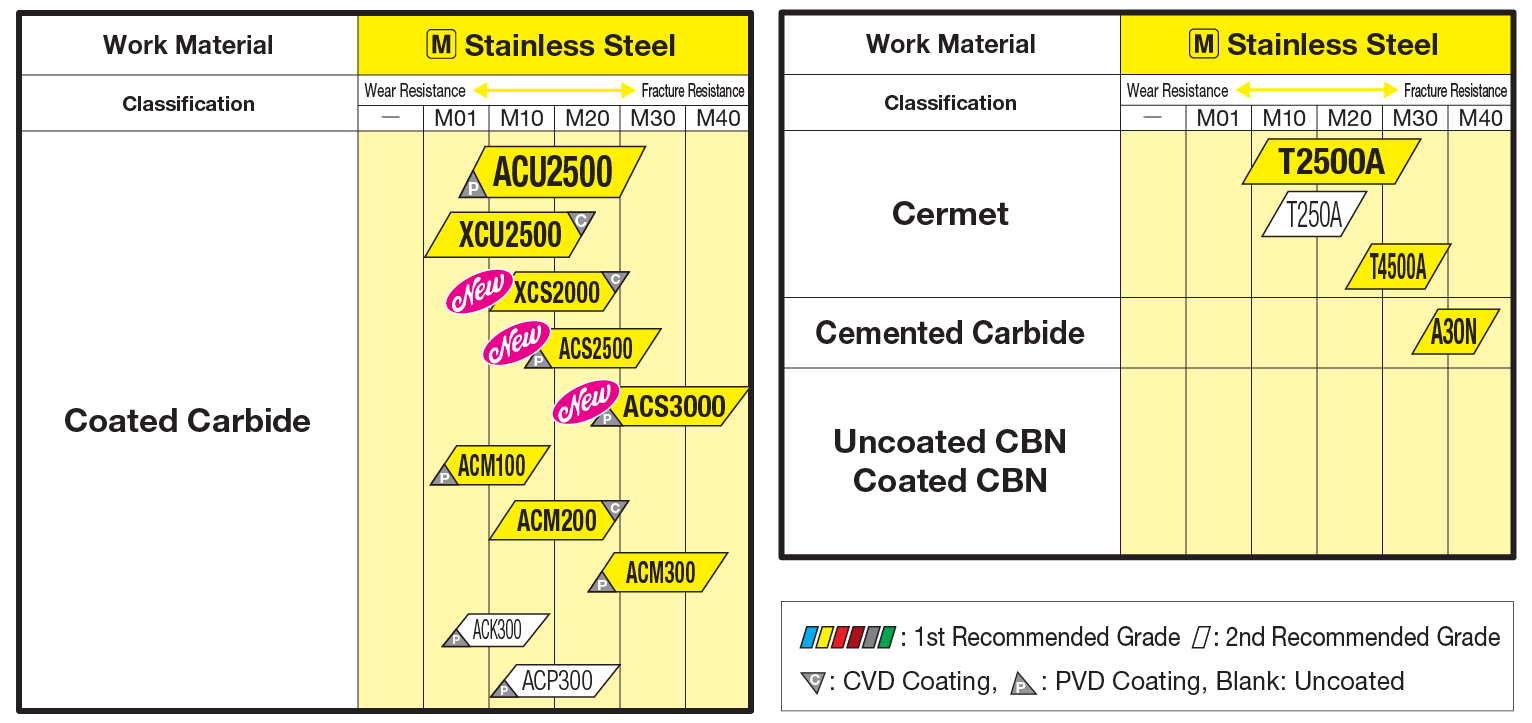
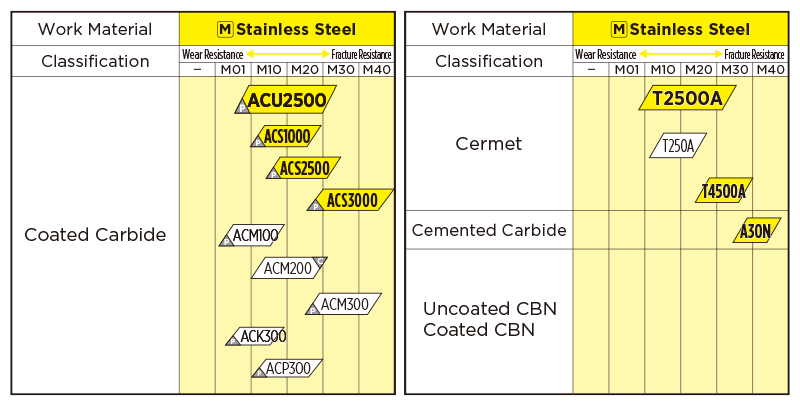
涂层硬质合金
ACU2500
适用于钢件、不锈钢、铸铁加工的通用材质
采用耐磨性、耐崩损性优异的新涂层和耐磨性、抗崩裂性优异的硬质合金基体,在各种被削材加工中实现稳定长寿命
ACS1000/ACS2500/ACS3000
ACS1000
难削材的高效加工用
采用高硬度硬质合金母材和耐崩刃性优异的涂层,在高速、高效加工中实现稳定长寿命。
ACS2500
适用于钛合金的第一推荐
采用耐磨损性、耐熔着性优异的硬质合金母材和耐崩刃性优异的涂层,兼备优异的耐磨损性和耐崩损性
ACS3000
适用于难削材的广泛加工
采用高韧性硬质合金母材和耐崩刃性优异的涂层,实现出色的稳定性
金属陶瓷
T2500A
适用于钢件和不锈钢的精切削
采用致密、均匀粒子组织,大幅提高韧性,实现优异的精切削面和长久的刀具寿命
T4500A
适用于钢件和不锈钢的精切削
抑制热裂纹的产生,具有优异抗崩裂性的材质
铸铁K
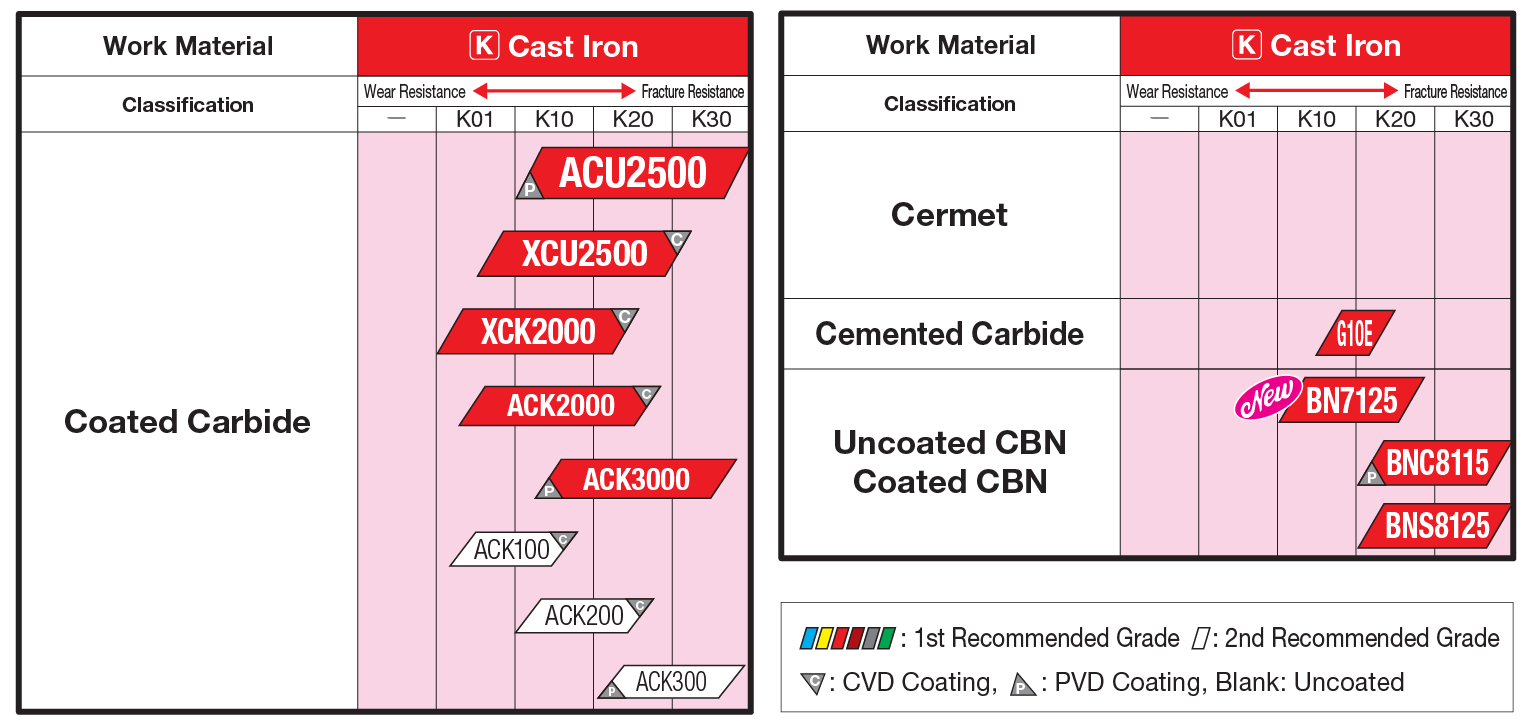
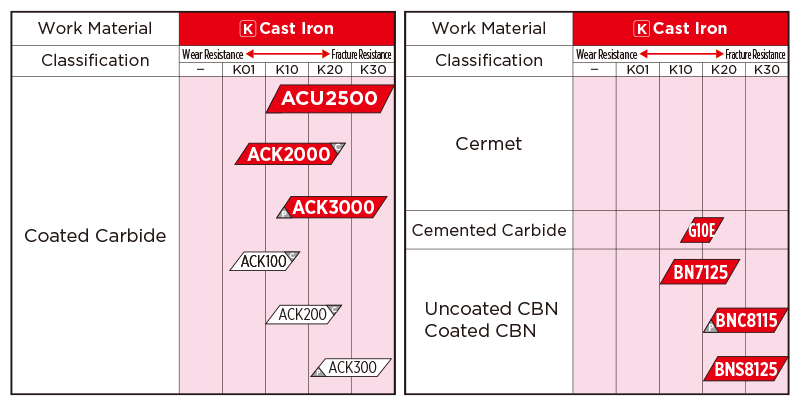
涂层硬质合金
ACU2500
适用于钢件、不锈钢、铸铁加工的通用材质
采用耐磨性、耐崩损性优异的新涂层和耐磨性、抗崩裂性优异的硬质合金基体,在各种被削材加工中实现稳定长寿命
ACK2000
适用于高速铸铁铣削
采用耐热性优异的强韧硬质合金基体和新涂层,在高速加工中实现稳定、长久的刀具寿命
ACK3000
铸铁铣削加工的第一推荐材质
采用耐磨性、耐崩损性优异的新涂层和高热传导性的硬质合金基体,在铸铁的各种加工中实现稳定、长久的刀具寿命
无涂层CBN
难切削合金S
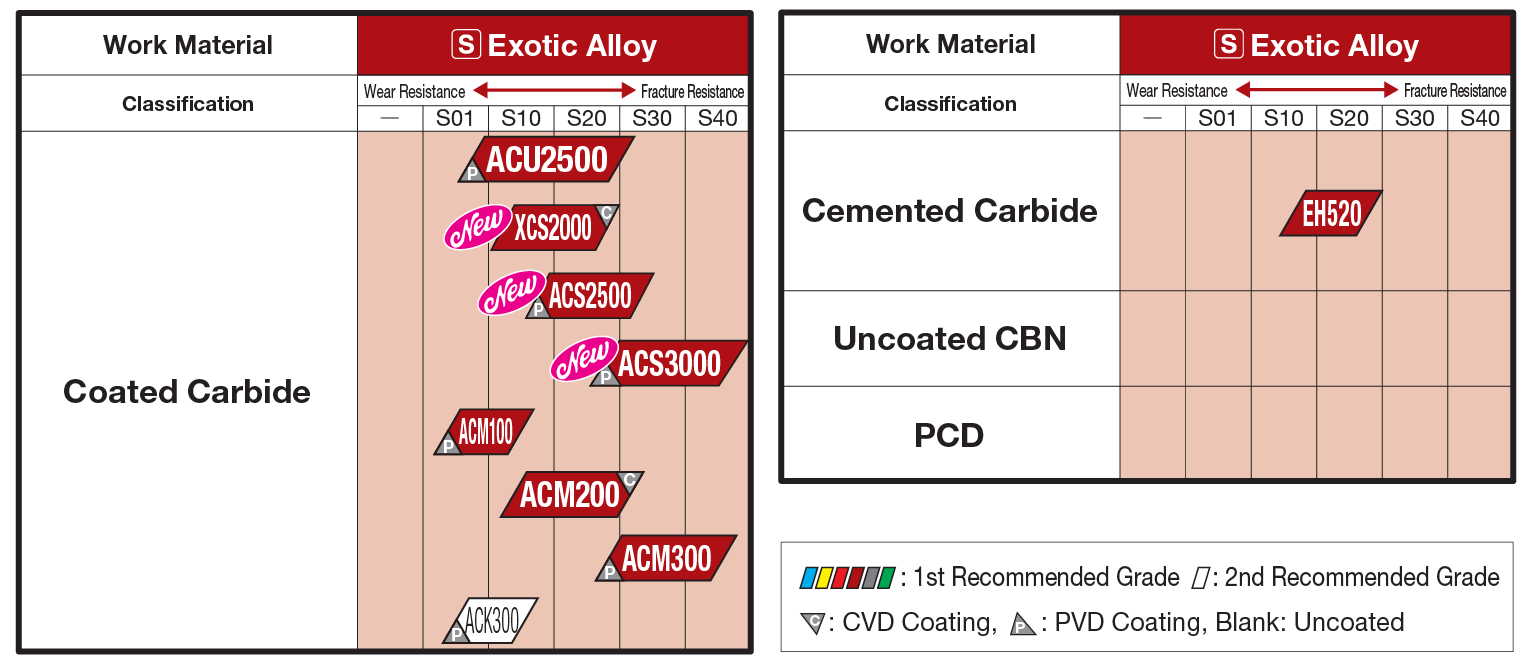
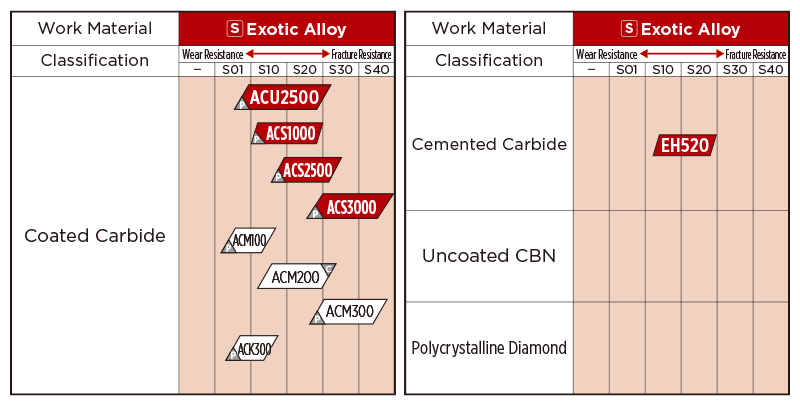
涂层硬质合金
ACU2500
适用于钢件、不锈钢、铸铁加工的通用材质
采用耐磨性、耐崩损性优异的新涂层和耐磨性、抗崩裂性优异的硬质合金基体,在各种被削材加工中实现稳定、长久的刀具寿命
ACS1000/ACS2500/ACS3000
ACS1000
难削材的高效加工用
采用高硬度硬质合金母材和耐崩刃性优异的涂层,在高速、高效加工中实现稳定长寿命。
ACS2500
适用于钛合金的第一推荐
采用耐磨损性、耐熔着性优异的硬质合金母材和耐崩刃性优异的涂层,兼备优异的耐磨损性和耐崩损性
ACS3000
适用于难削材的广泛加工
采用高韧性硬质合金母材和耐崩刃性优异的涂层,实现出色的稳定性
淬火钢H
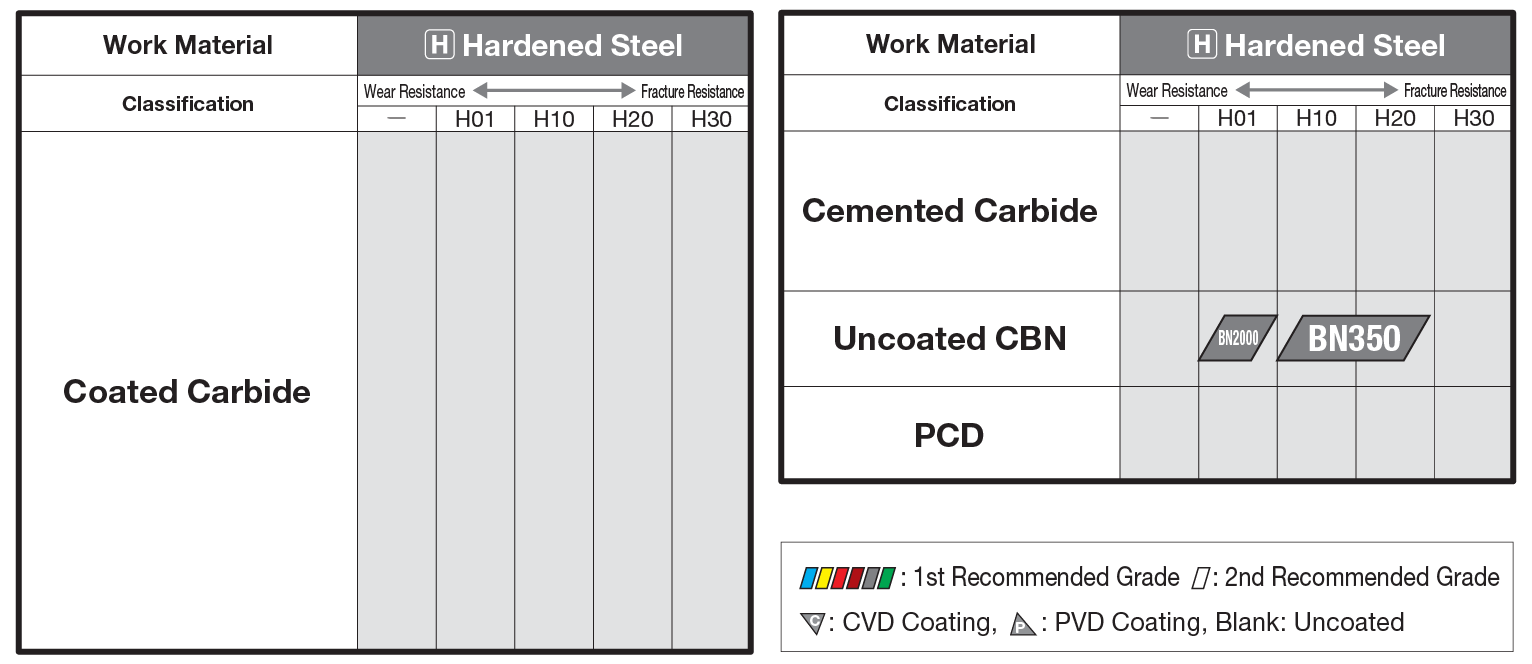
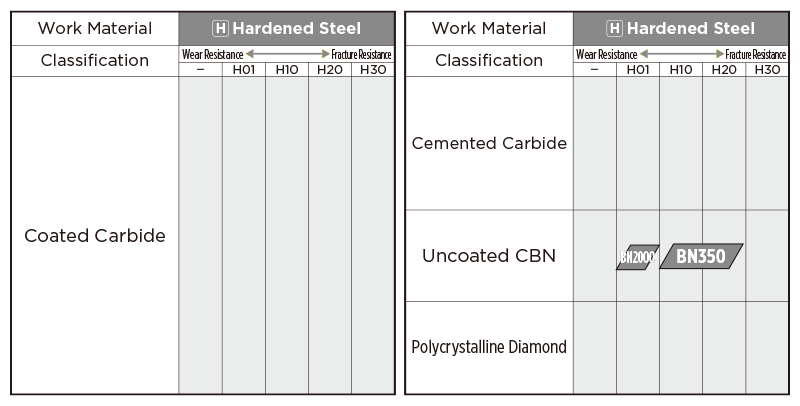
CBN (SUMIBORON)
BN350
刀尖强度极其优异的材质,适用于重载断续加工
非铁金属N
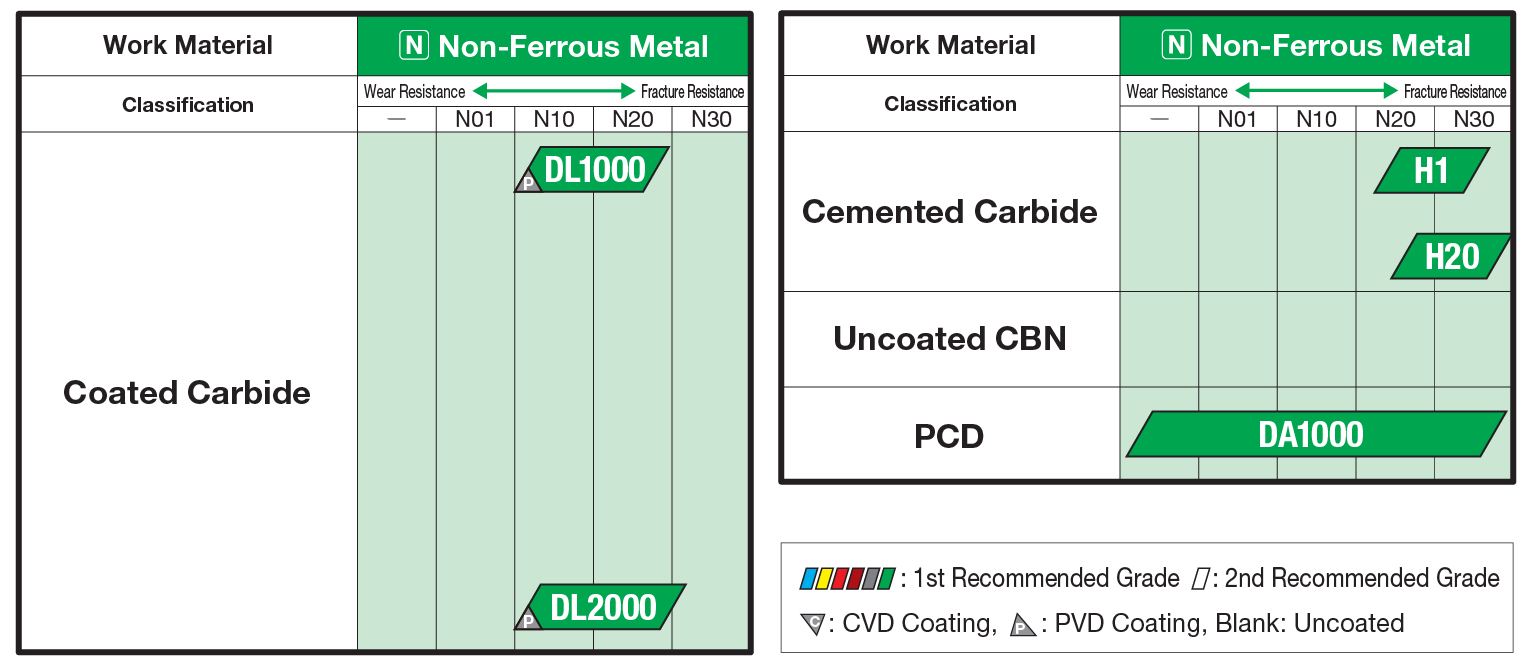
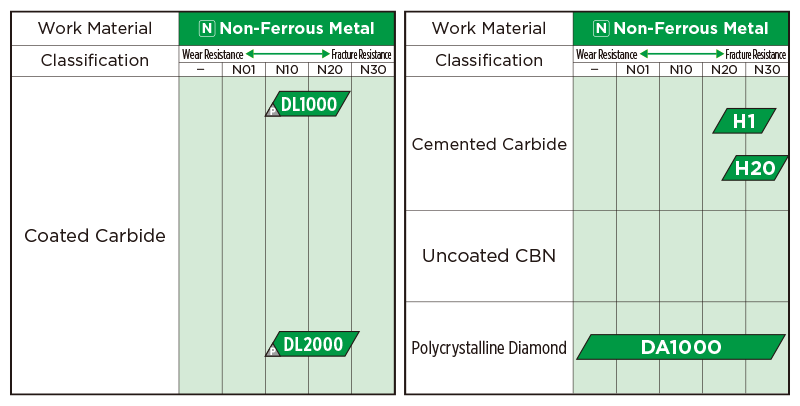
涂层硬质合金
DL1000/DL2000
适用于非铁金属铣削,采用摩擦系数低、抗粘屑性优异的DLC涂层
PCD

