材质选择
材质选择(车削)
普通钢、软钢P
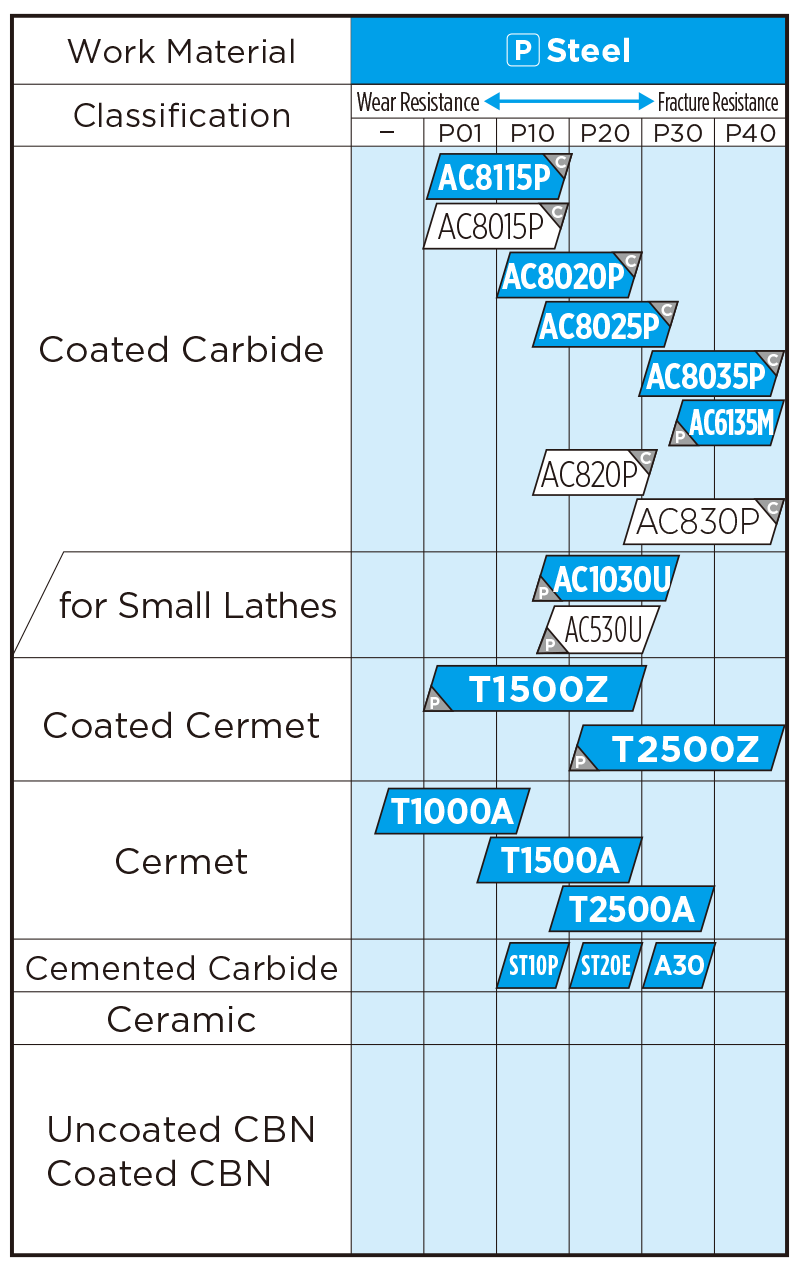
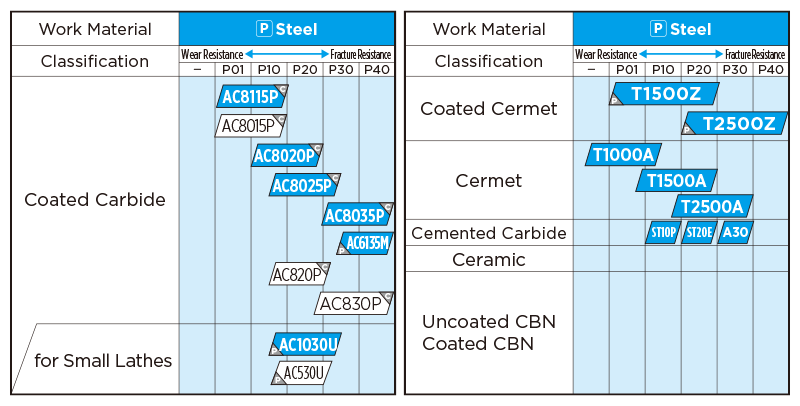
涂层硬质合金
涂层金属陶瓷
不锈钢M
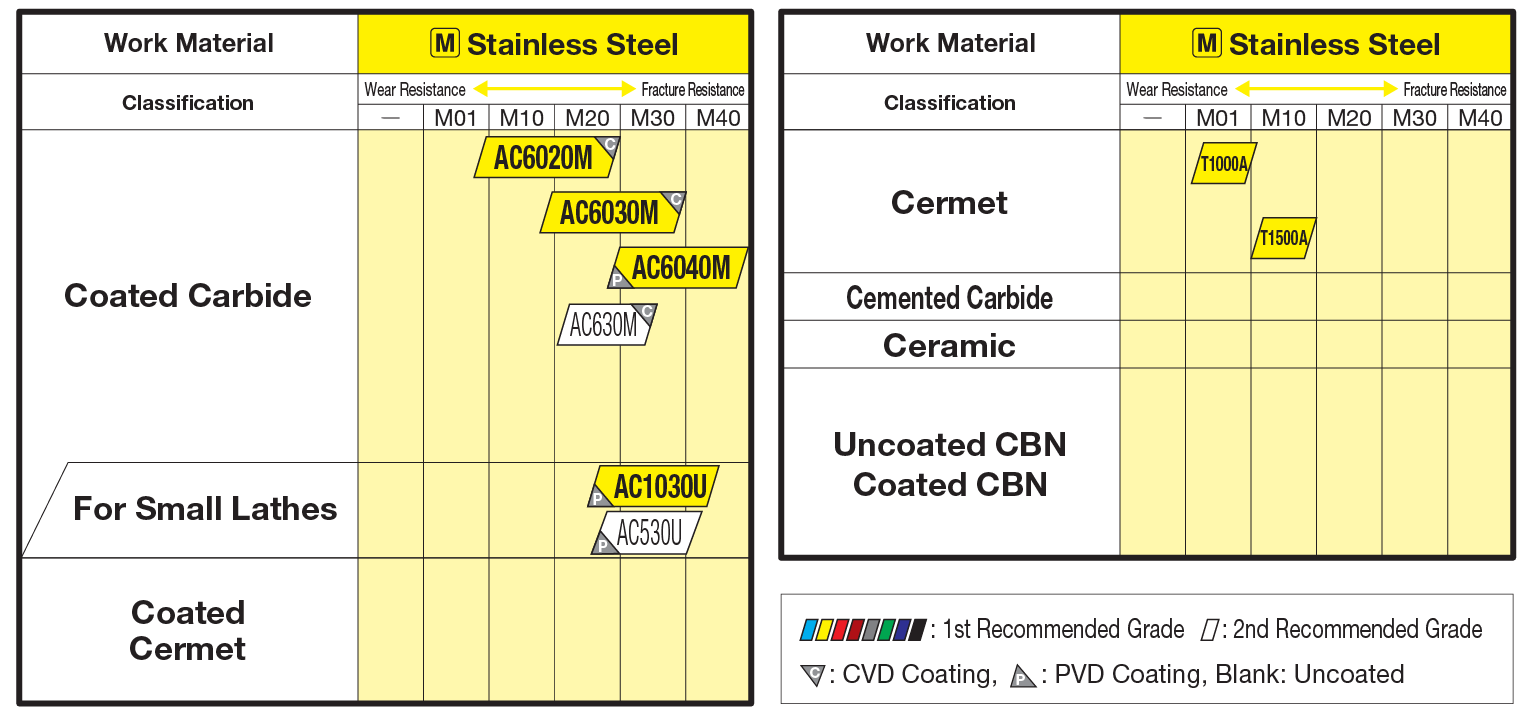
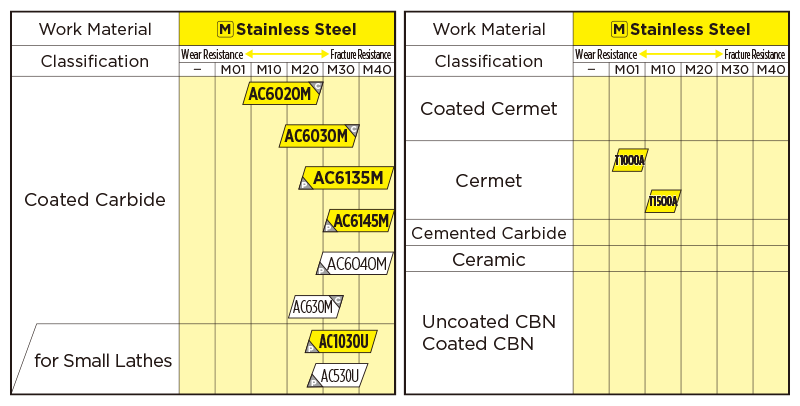
涂层硬质合金
铸铁K

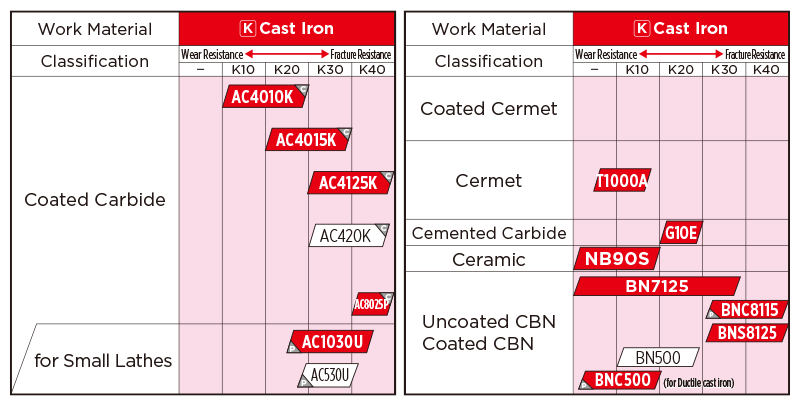
涂层硬质合金
难切削合金S
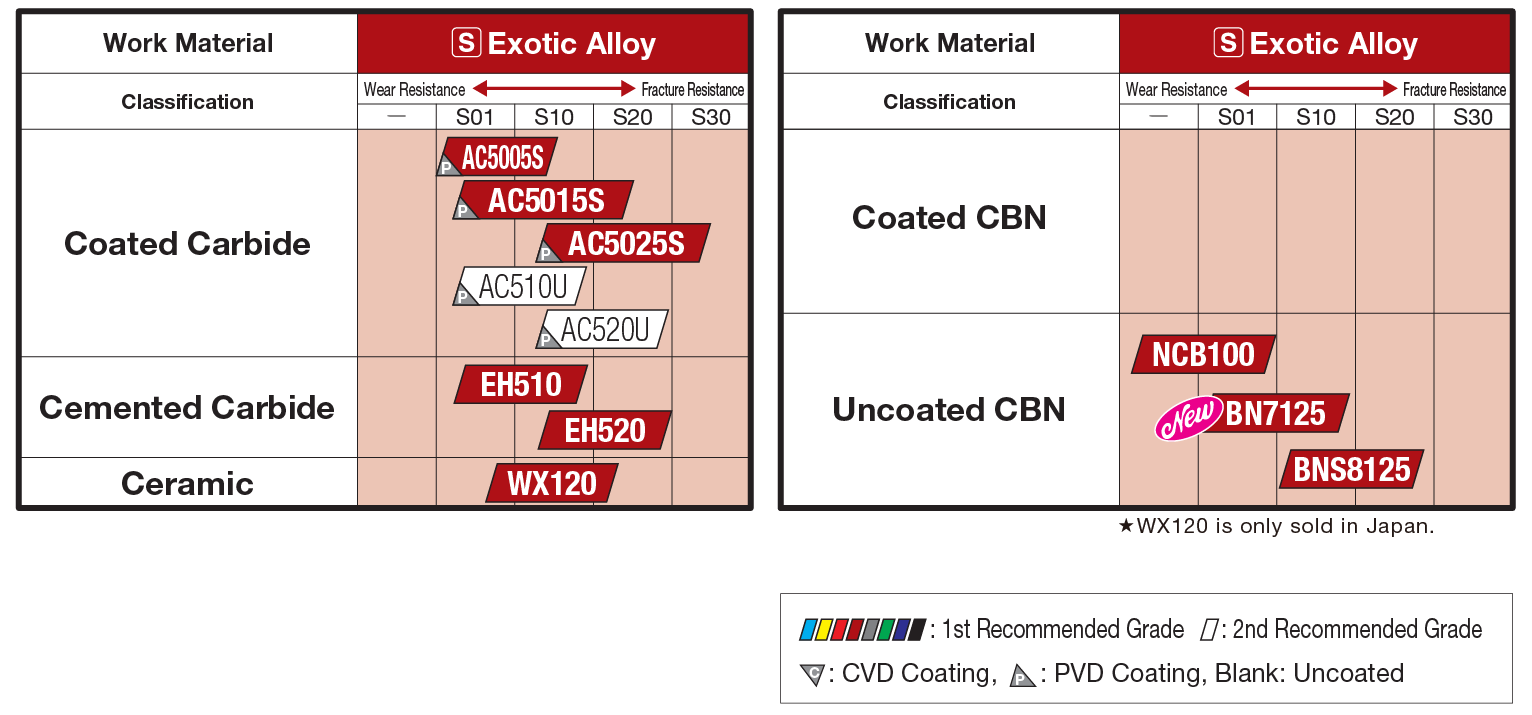
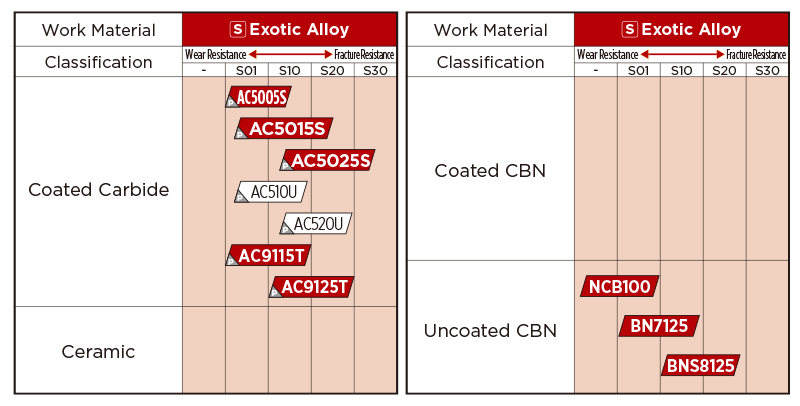
涂层硬质合金
AC5000S系列
AC5005S
高温强度高的高速、高效材质,在高效加工中实现优异的耐磨性
AC5015S
难切削合金车削的第一推荐材质,在高速、高效加工中实现稳定的刀具寿命
AC5025S
高韧性材质,在断续切削加工或带有轧制氧化皮的工件切削中实现稳定的刀具寿命
淬火钢H
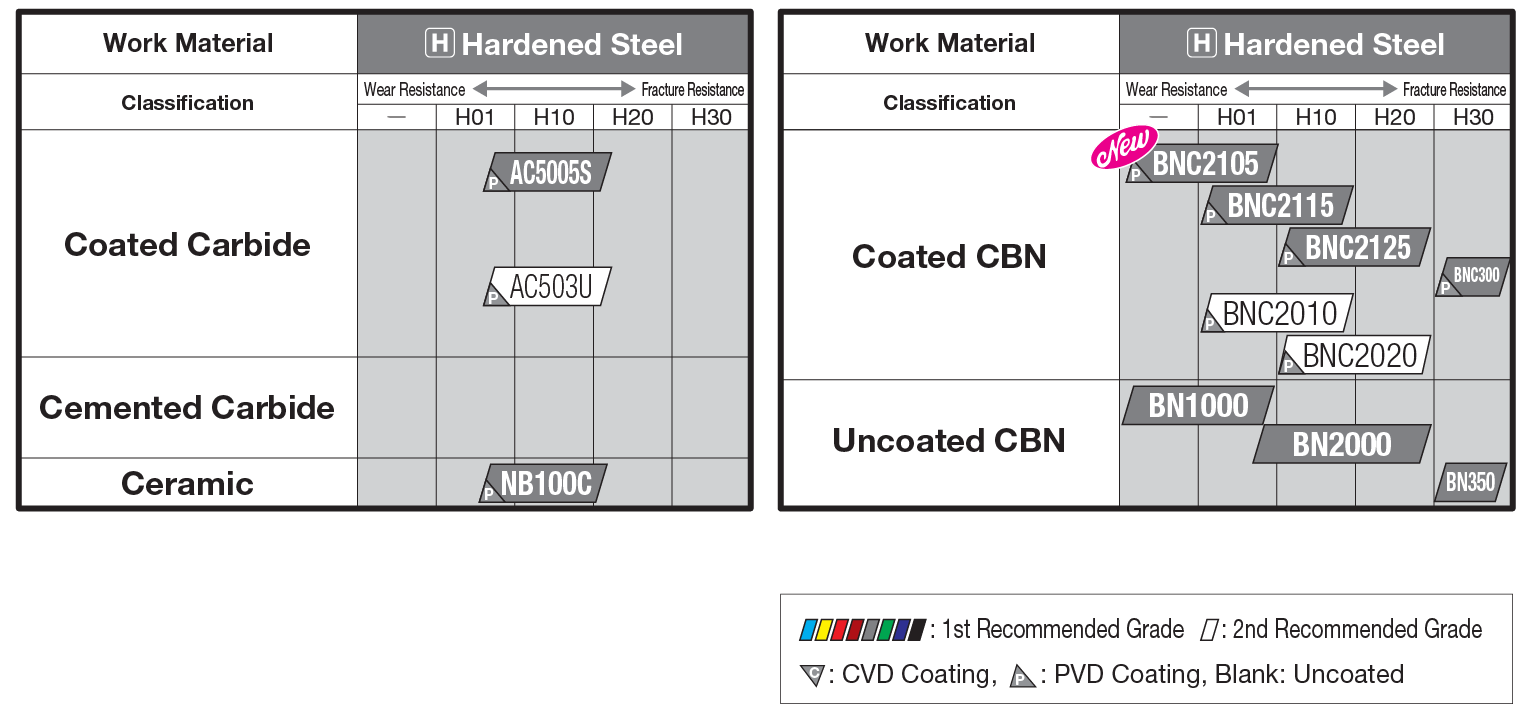
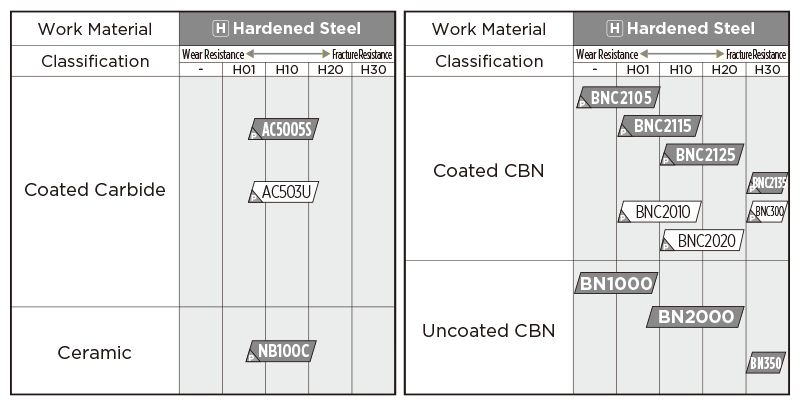
涂层CBN