New Products: Insights from the Development Team
Indexable Insert type Drill
SumiDrill GDX series
Achieving stable deep hole drilling with a world-class drilling length!
Reducing machining costs and improving productivity.

Our primary development goal was cost reduction.
GDX series is a new product capable of deep hole drilling up to L/D=7 and is one of the world's longest for indexable insert type drill, boasting high stability.
The background of its development was customer requests for reduced machining costs. As deep hole drilling for large workpieces, such as automotive parts and wind turbine components, increases, there is a growing demand for indexable insert type drill that use less carbide material and are economically advantageous. Additionally, with the retirement of skilled operators, customers aiming to automate their processes increasingly require tools that can continue to be used by simply replacing the cutting edge section during tool damage, without changing tool length. GDX series was developed to meet these needs, contributing to cost reduction and productivity improvement with its excellent cutting performance.
*L/D: An indicator of hole depth, calculated by dividing L (hole depth) by DC (tool diameter).

Development story realizing three key features
GDX series has three main features, and I would like to introduce how these were achieved from the developer's perspective.
❶ Compatible with deep hole drilling.
The challenge in developing indexable insert type drill lies in the trade-off between tool rigidity and chip evacuation capability. To smoothly lift and discharge chips, it is necessary to increase the capacity of the tool's evacuation groove, but this compromises tool rigidity. GDX series maintains chip evacuation capability while enhancing tool rigidity by meticulously adjusting this balance, enabling stable deep hole drilling.
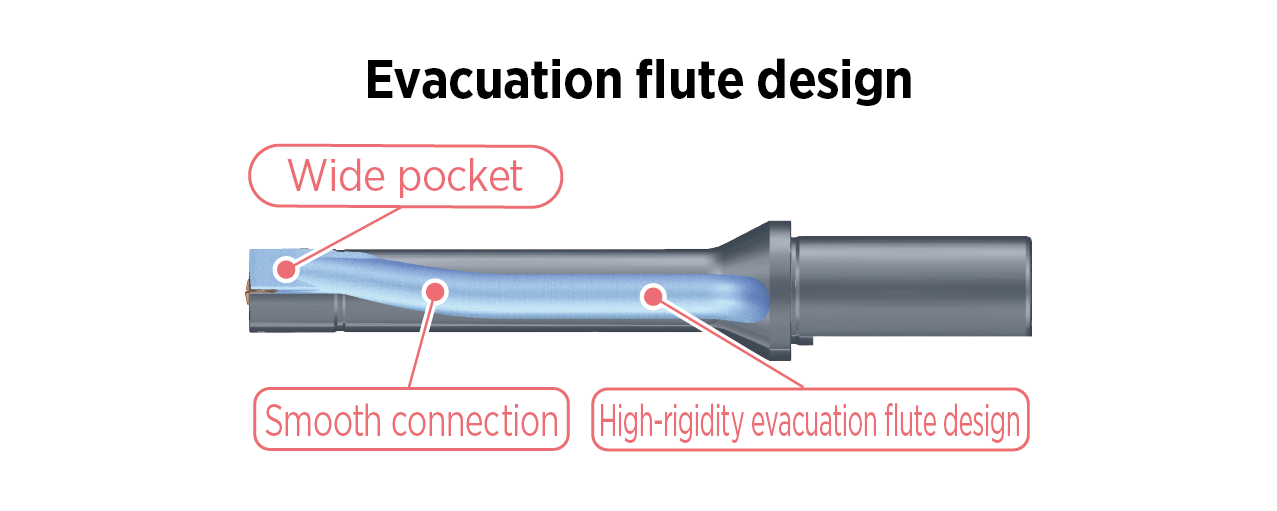
The key lies in the design of the evacuation groove. Traditionally, the design of the evacuation groove has involved a strong twist to ensure sufficient capacity and facilitate chip lifting, but this led to problems with long groove lengths and chip discharge distances. Therefore, GDX series adopts a nearly straight evacuation groove shape, allowing for the shortest chip discharge possible. Moreover, as the tool tends to deflect more during deep hole drilling, by placing the terminal point of the evacuation groove in a location where the tool is less likely to deflect helps mitigate the shock when the tool enters the workpiece, thereby realizing maximum rigidity.
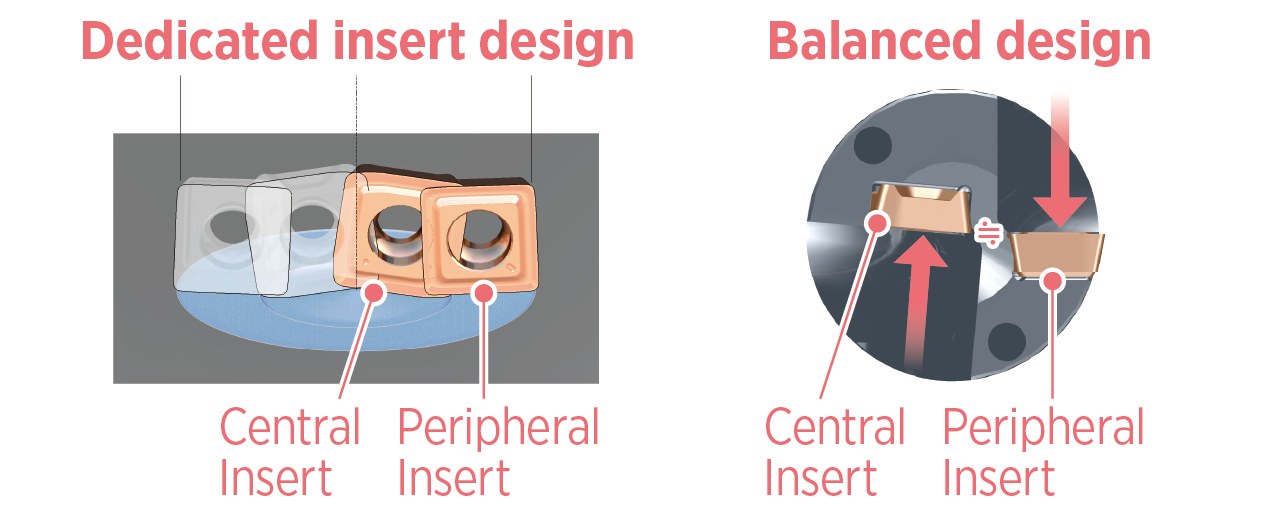
❷ Stability and long life.
Due to the differing requirements for the center and peripheral inserts, separate designs were adopted. This design allows for the use of tough materials for the center insert and wear-resistant materials for the peripheral insert, capitalizing on our strengths in material selection for various applications, enhancing stability even under high-efficiency conditions. By selecting the optimal insert materials for the center and peripheral cutting edges, we have dramatically extended tool life.
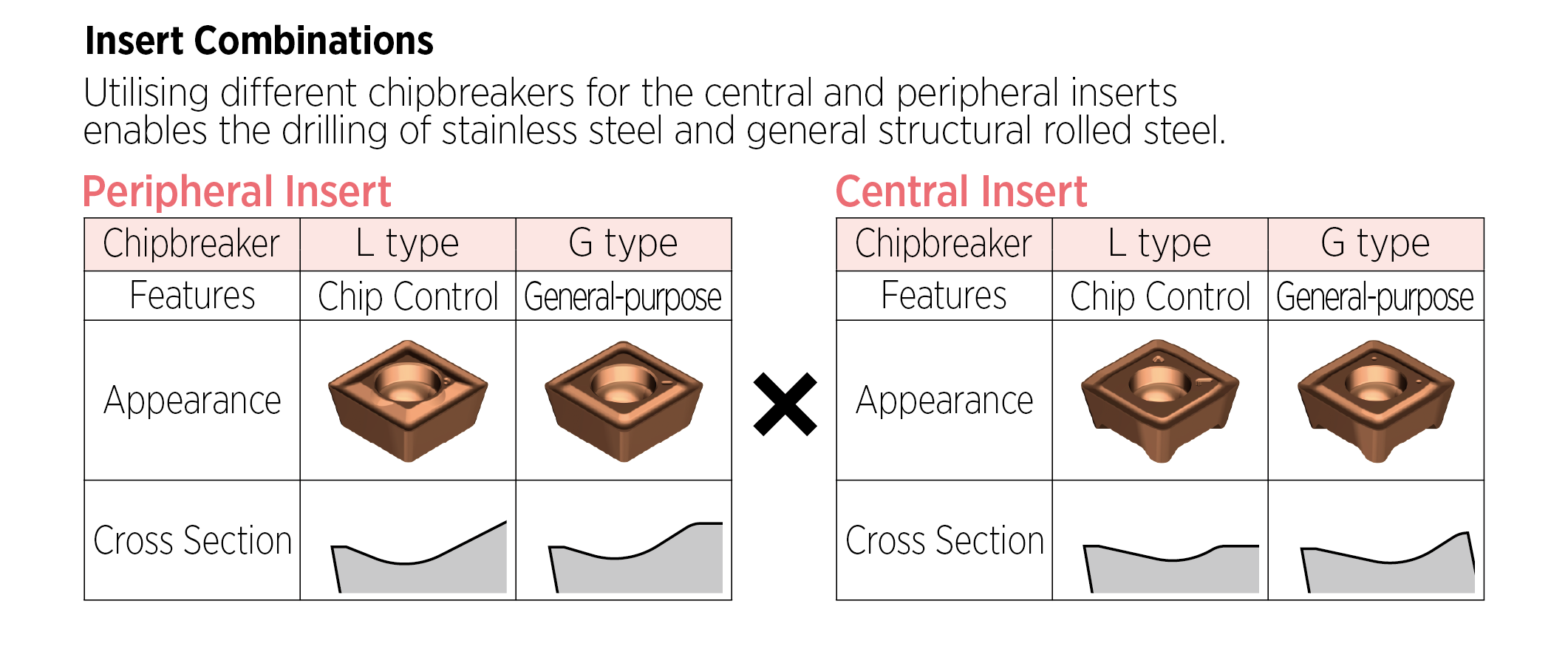
❸ Compatibility with low carbon steel.
When machining low carbon steel or stainless steel, chips tend to tangle, and some customers have resorted to step drilling. To address this, we individually designed breakers for the center and peripheral inserts, significantly improving chip management performance.
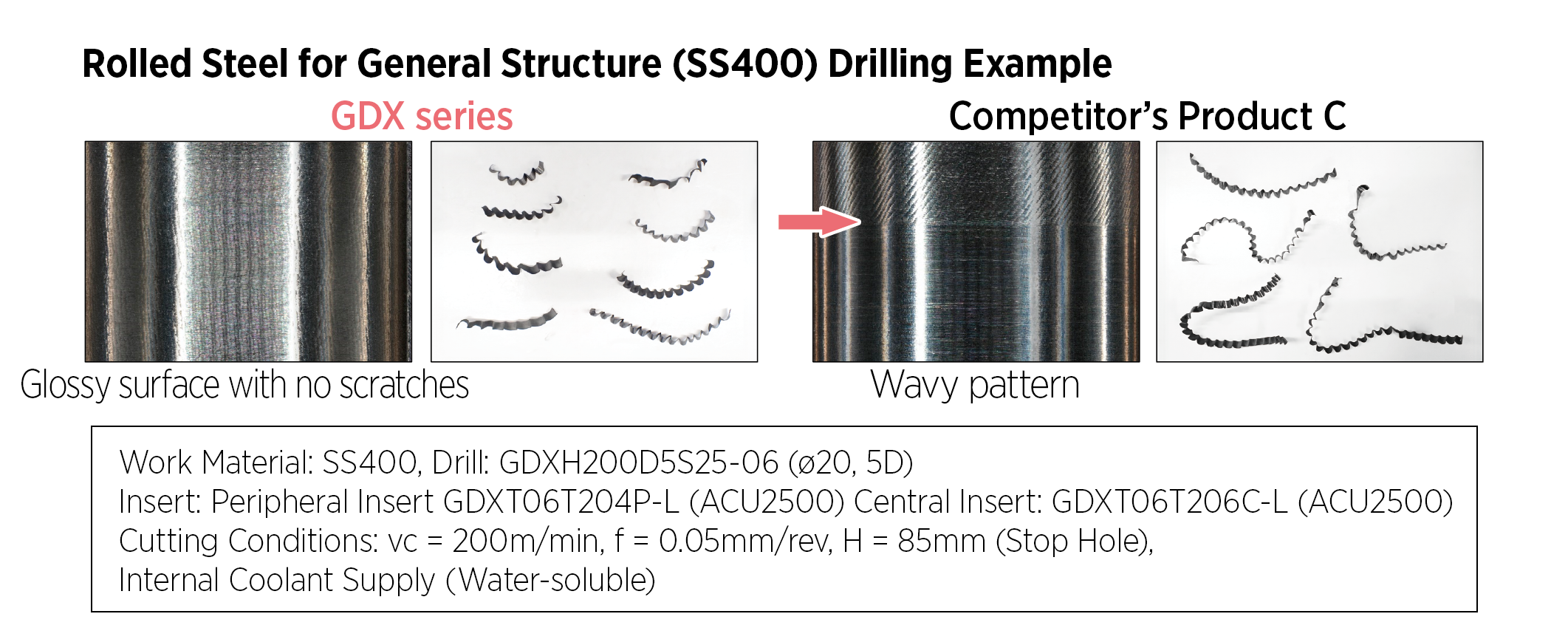
Even with general structural rolled steel materials, where chips tend to extend easily, our design allows for fine fragmentation of chips, contributing to improved productivity. In pre-commercialization tests, many customers expressed surprise at the fineness of the produced chips.
Continuous challenges unique to indexable insert type drill
Indexable insert type drill must accommodate multiple tool diameters with a single insert, making it impossible to fully standardize design across different tool diameters. Achieving deep hole drilling with a maximum L/D=7 across several different tool diameters with differing designs was very challenging. Drilling processes often encounter unpredictable issues, such as chips unexpectedly jamming or clogging, which are difficult to foresee in simulations, necessitating a thorough and persistent iterative process of prototyping and verification. Since the cutting phenomena are not visible, I often had to monitor the machine closely to assess abnormalities from machining sounds, repeatedly ask operators to stop the process until we finally succeeded in commercializing GDX series.
Recommended use of GDX series based on customer challenges
Here are some points to more effectively use GDX series. Challenges related to deep hole drilling or long chip formation can be resolved by using high cutting speed and low feed rate cutting conditions, resulting in clean machined surfaces. For materials prone to long chip formation, combining an L type chip breaker for optimal chip management with high cutting speed and low feed rate cutting conditions will stabilize chip handling. If you encounter chip handling issues even in shallow hole machining, please give GDX series a try. To achieve stable machining and extend tool life, utilizing the specialized material ACP2000 for the peripheral insert will help suppress damage and prolong tool life.
* This article was published in 2025.
For more details on the products introduced here, please see below.
