Sumitomo Electric Industries, Ltd. has developed and launched the coated carbide MULTIDRILL MDM series for the drilling of stainless steel and exotic alloys.
The recent advancement of compacting and turbocharging*1 technologies for automotive engines due to the improvement of fuel efficiency as well as the expansion of the aerospace market have increased the demand for the drilling of components made from exotic alloys such as stainless steel, titanium alloys and heat-resistant alloys.
In drilling such materials, tool life tends to be shortened due to the cutting edges being exposed to high temperatures, increased wear on the cutting edges and the adhesion of work materials on the cutting edges.
To overcome these issues, Sumitomo Electric has developed the MULTIDRILL MDM series. The series features the Company's proprietary Bean Jet Cooling technology that effectively cools the cutting edges based on fluid analysis. In addition, low drilling resistance and excellent chip evacuation have been achieved by optimizing the drill design and utilizing a newly developed coating. These efforts minimize the work hardening*2 of the inner wall surface of the drilled stainless steel, contributing to long tool life and low machining costs as compared to conventional products.
Features
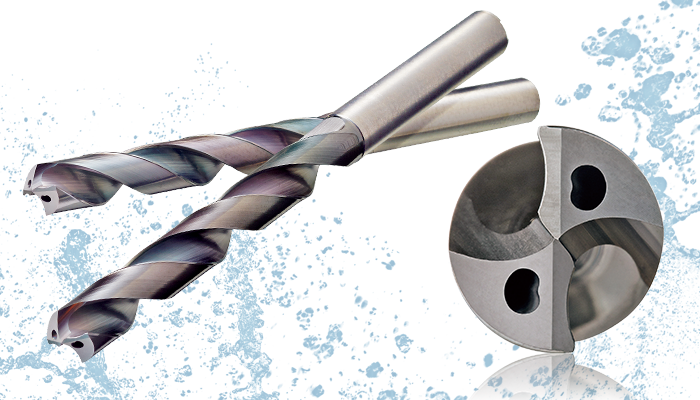
The unique oil hole shape (bean shape) enables cutting edges to be cooled effectively, prolonging tool life.
Sumitomo Electric's unique bean-shaped oil hole features a larger cross-section than conventional circular holes and it delivers approximately twice the volume of cutting fluid. In addition, with the curved recess of the oil holes, cutting fluid is effectively supplied to the cutting edges. The Bean Jet Cooling enhances cooling effect on the drill and realizes long tool life in the drilling of stainless steel and exotic alloys where the cutting edges tend to heat up.
Excellent chip evacuation is achieved with low drilling resistance and work hardening after drilling is reduced.
Utilizing Sumitomo Electric's unique RX thinning technology*3 with a wide chip pocket*4, drilling resistance is reduced by 20% as compared to conventional drills, enabling stable machining. By adopting a strong arc-shaped edge, chips are broken down finely, preventing drill breakages due to chip clogging and machine stoppages caused by chip entanglement. In addition, a reduction in the contact area between the cutting edge and workpiece as well as the improvement of thermal resistance and lubricity by utilizing the Company's Absotech™ coating technology reduce the work hardening of the inner wall surface of the machined hole.
Lineup
| MDM-H series (internal coolant supply) | 262 models |
|---|---|
| Applicable drilling depths | 3 × DC (drill diameter) and 5 × DC (drill diameter), 2 series |
| Drill diameter range | ø3.0 to 16.0 mm, in 0.1 mm increments |
Sales Plan
200 million yen per year in the first year, 1 billion yen per year after 3 years
Price
| MDM-H series (internal coolant supply) |
10,400 yen to 30,400 yen (without tax) |
|---|
*1 Turbocharger:
A device that forces compressed air into an internal combustion engine in order to increase the engine's power output.
*2 Work hardening:
Due to the hardening of metallic materials through machining deformation, tools tend to chip in subsequent process.
*3 RX thinning:
A drill web thinning technology that has a curved shape from the center portion of the drill, where it is typically straight. As the wide chip pocket reduces cutting resistance, the drill does not break easily even if efficiency is increased.
*4 Chip pocket:
A space beside the cutting edge of the drill for discharging chips when they curl inside it.
