SUMIDIA WD
What’s SUMIDIA WD
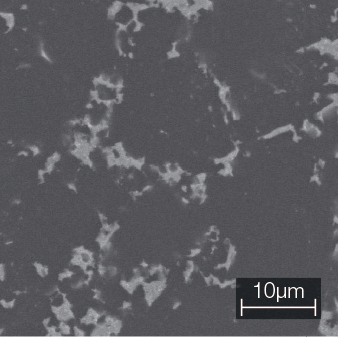
"SUMIDIA WD" is a material with outstanding characteristics by on our unique structure formation and ultra-high pressure sintering technology. SUMIDIA achieves stable quality by thorough control from raw materials to the final inspection process
- Because of firmly bonded polycrystalline structure, SUMIDIA WD eliminates the cleavage faults found in Single Crystal diamond.
- SUMIDIA WD offers superior wear resistance, uniform wear and exellent fracture strength.
- The homogeneity of sintered body is implemented in our original technology. The diamond content ratio in sintered body is increased and each diamond grain is firmly bonded. SUMIDIA WD has high quality polished surface.
Product Lineup
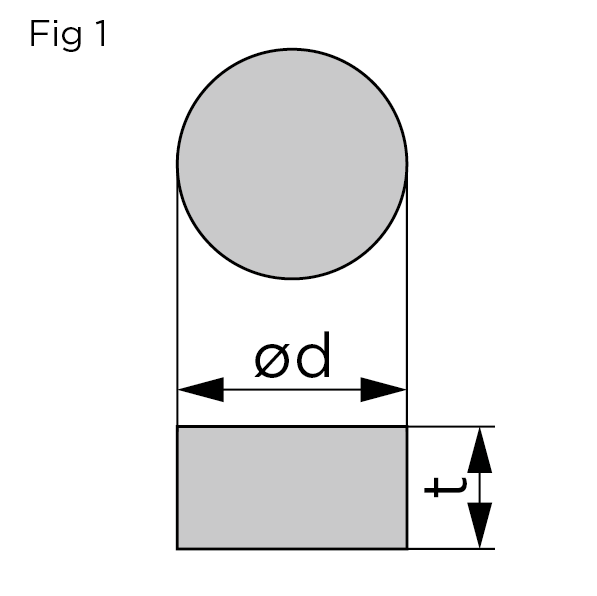
■ Solid type
Standard type

These blanks are suitable for all types of wire drawing applications.
Heat-Resistant type

These blanks are especially suited for applications which require high temperature in mounting and need high heat resistance in drawing.
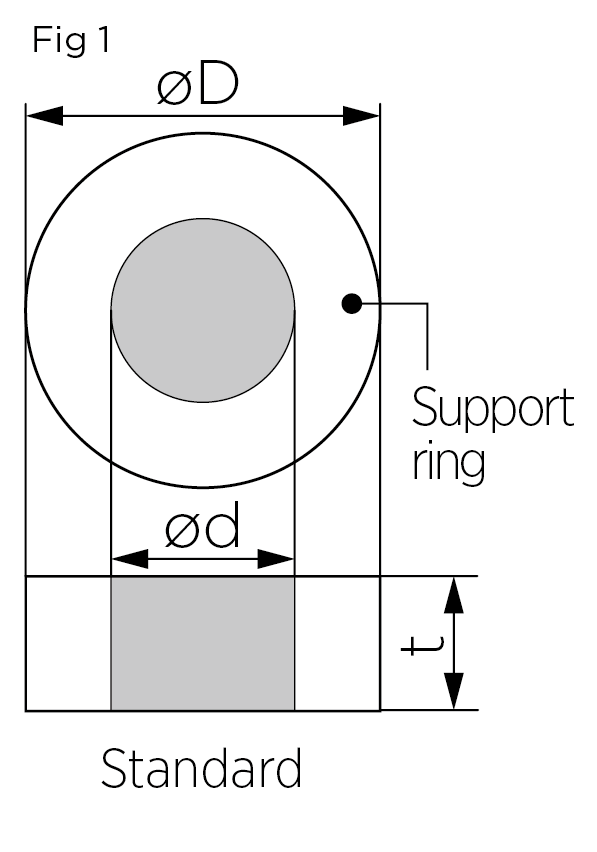
■ Supported type
Standard type
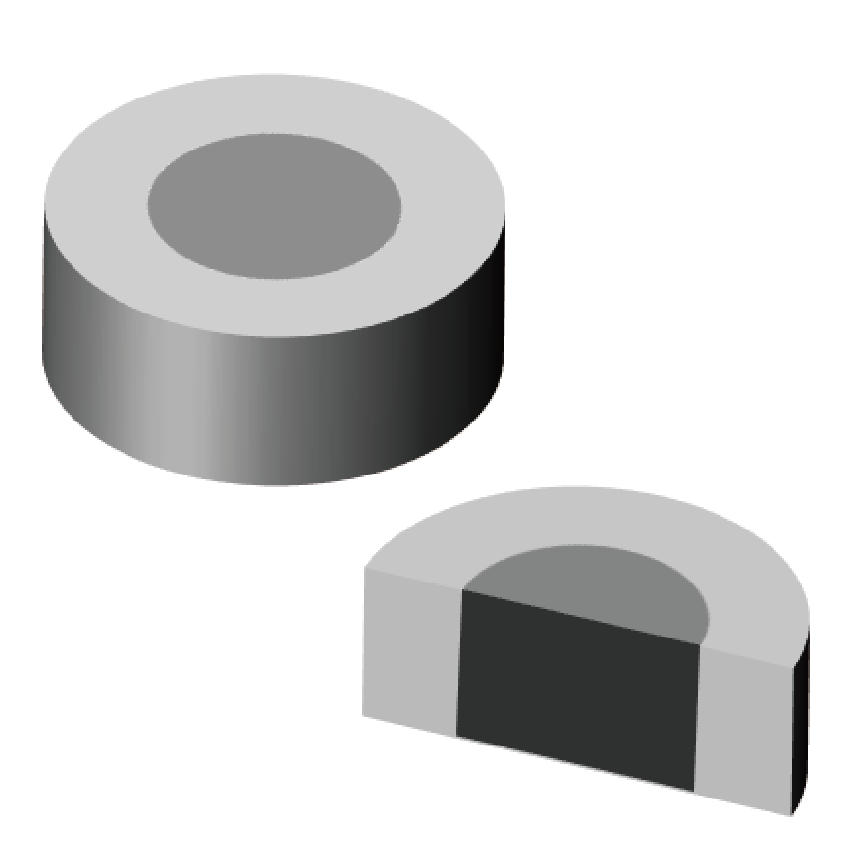
The WD900 series are reinforced by a special outer ring. This feature make it possible to draw not only copper and aluminum wire but high tensile steel wire as well.
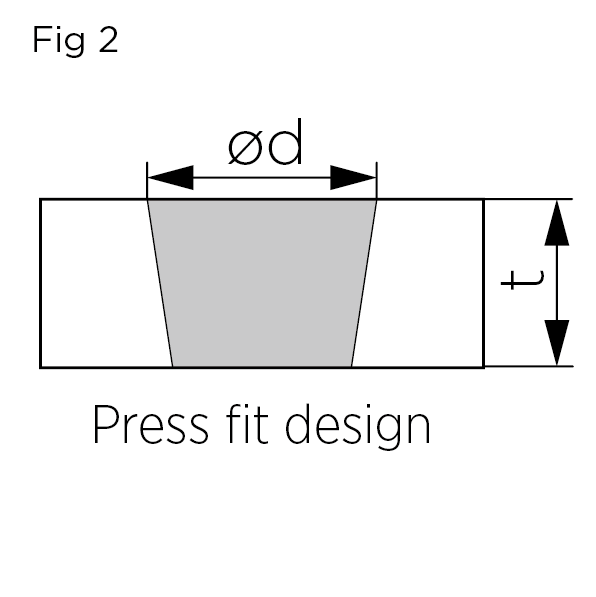
Press-fit type
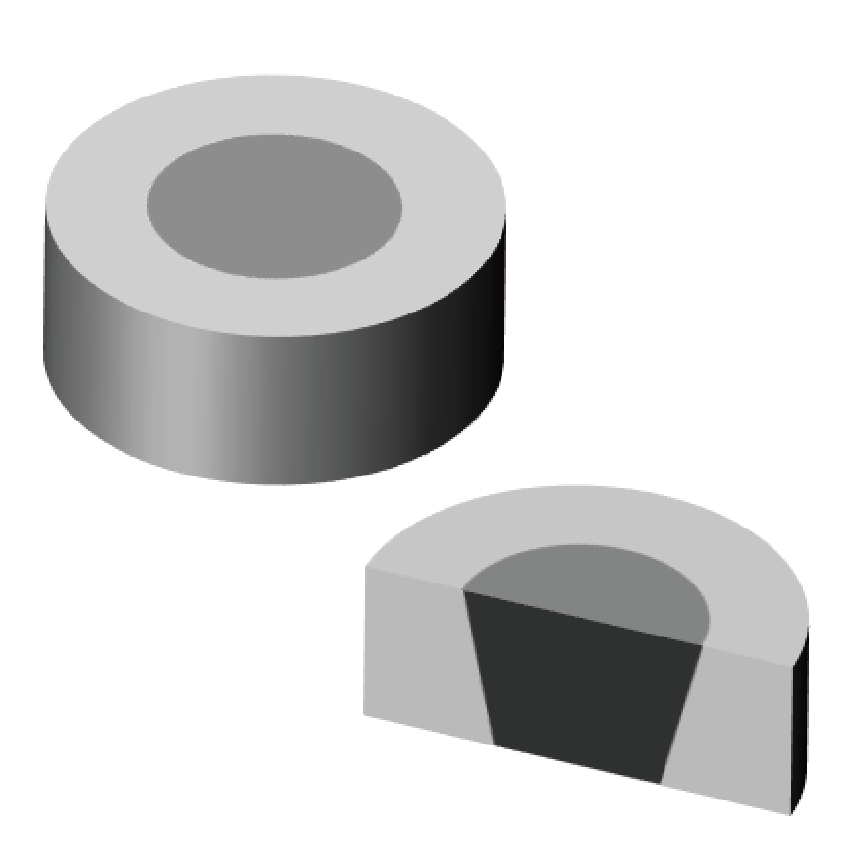
WD960,WD970 type adopt original design which PCD is pressed into support ring after sintering to avoid horizontal crack while machining.
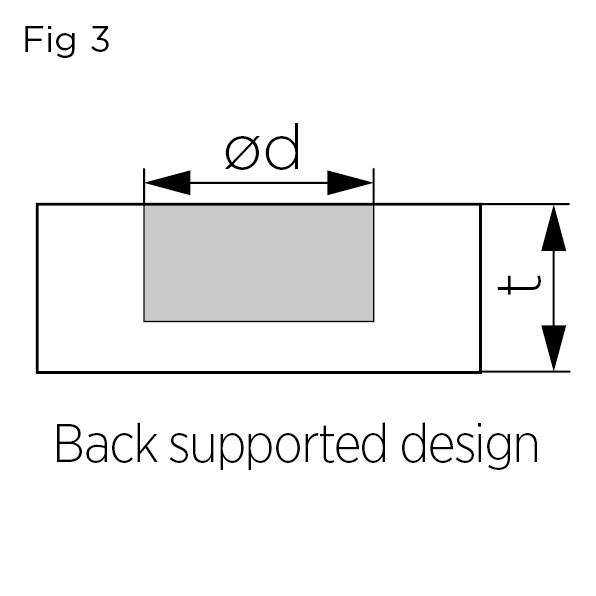
Back-supported type
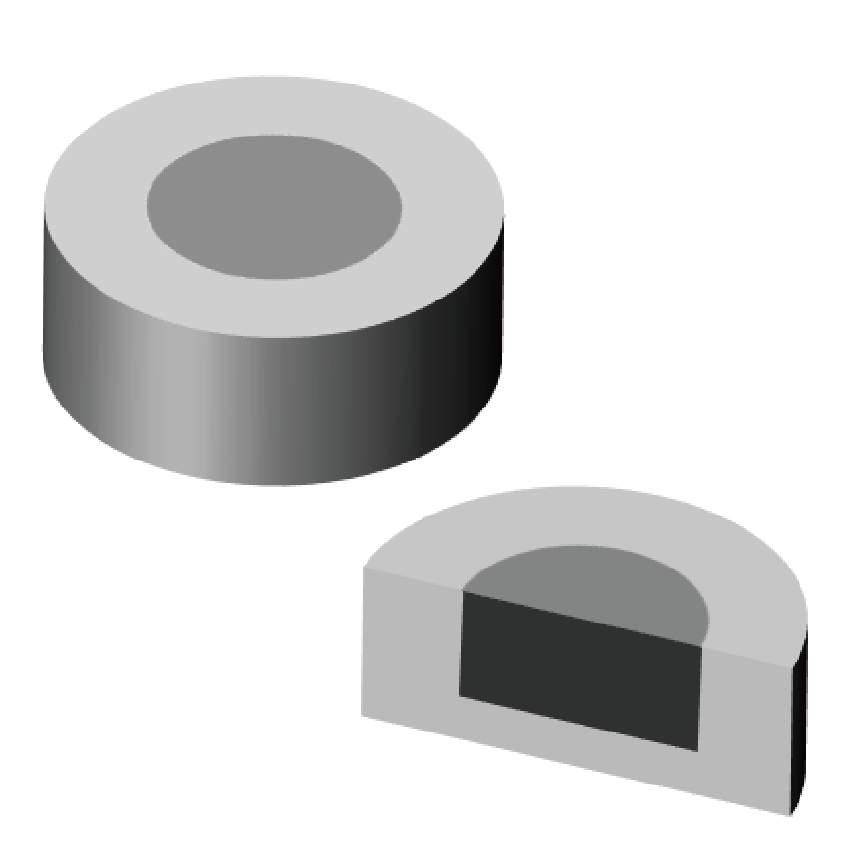
Back Supported die can reduce the risk of horizontal crack on drawing hard wire.
■ Grades
-
F Grades
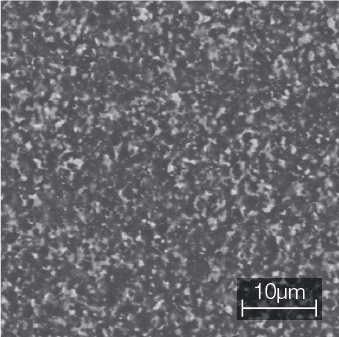
Ultra fine
(Extra-Fine:1μm)
It is suitable for drawing dies that require a high quality surface finish or high fracture strength. -
S Grades
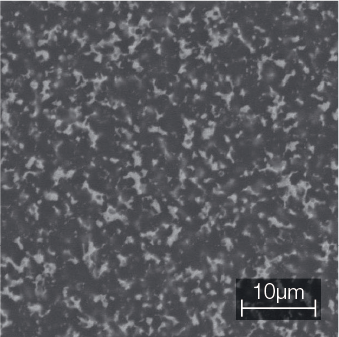
Fine
(Fine:3μm)
It is standard grade of small diameter die blanks with support ring. -
M Grades
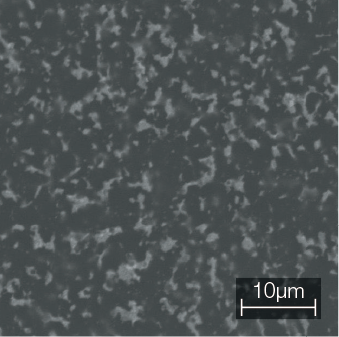
Middle
(Middle:5μm)
It is effective for a wide variety of applications offering high finish with good wear resistance. -
C Grades
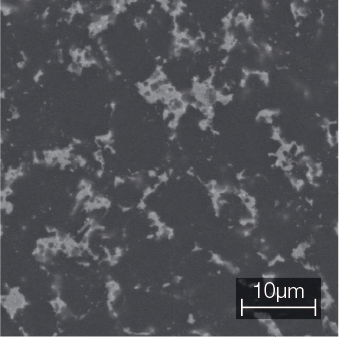
Coarse
(Coarse:12μm)
It is suitable for drawing dies that require a high wear-resistance. -
E Grades
Extra-coarse
(Extra-Coarse:25μm)
Specification
Solid type
Supported type
■ Precautions for die machining
● Notice in Mounting
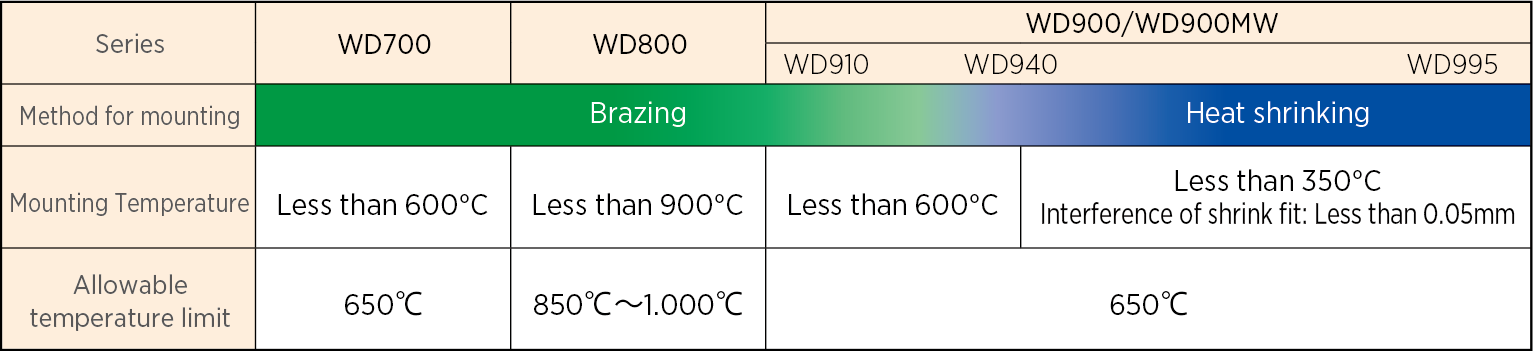
Do not use brazing method when mounting the Die. Uniform force should be applied to the cermet ring when mounting. Choose mount method when using WD900/WD900MW series.
● Precaution for mounting process
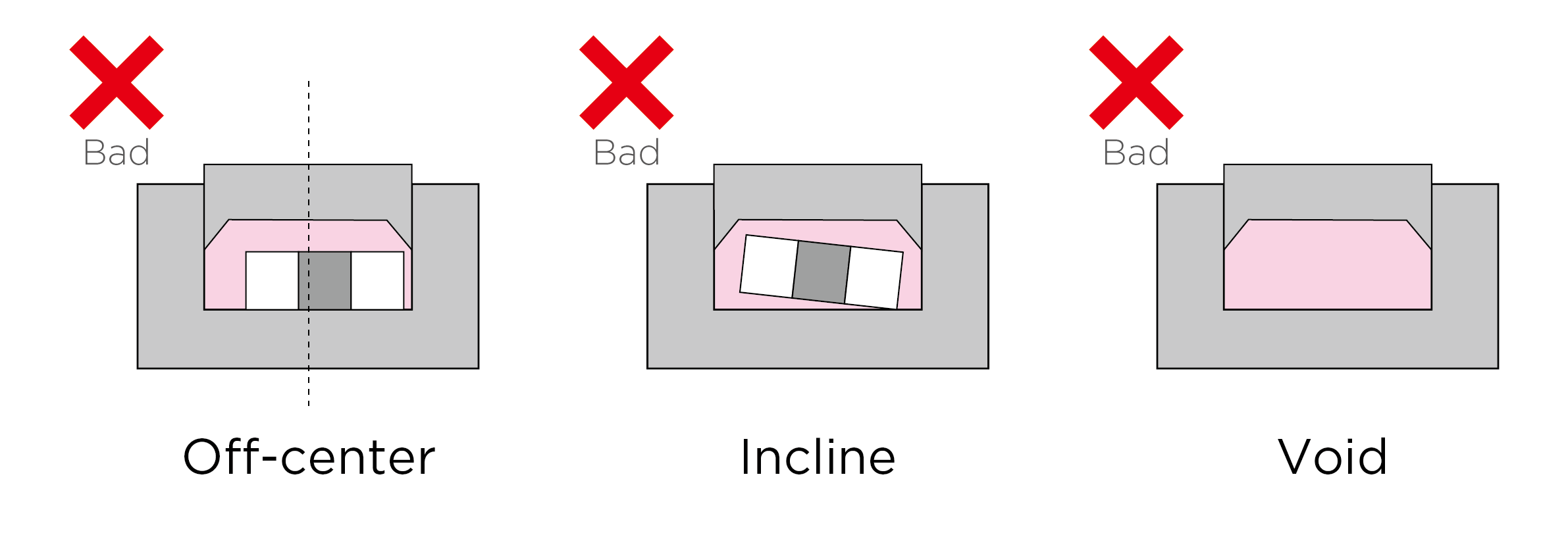
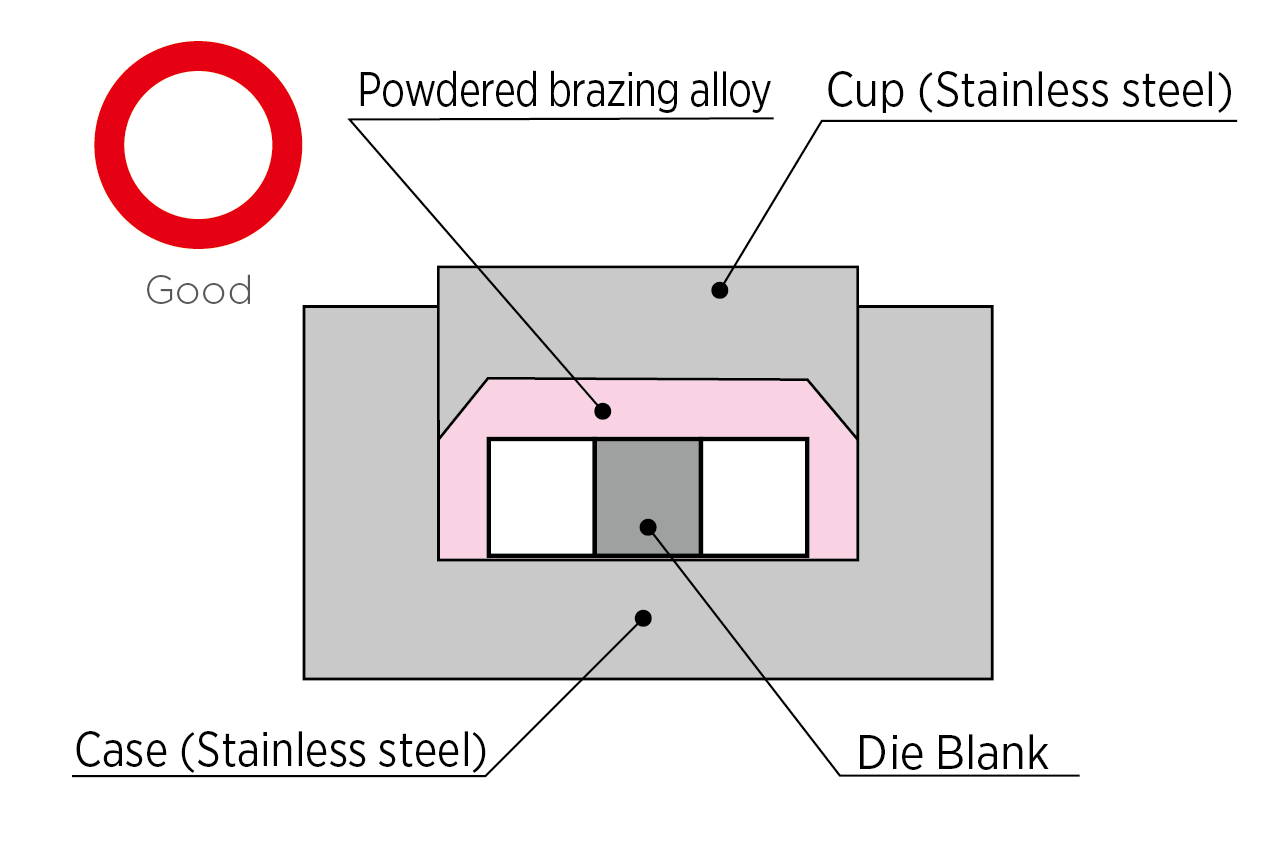
- Die blanks should be placed at the center of SUS case.
- Die blanks should be set parallel to the case.
- Do not allow space between brazing alloy and blank.
(It is effective to apply pressure during heating or immediately after heating.)
● Precaution for use about shrink fit type (WD960, WD970).
WD960, WD970 type adopt original design which PCD is pressed into support ring after sintering to avoid horizontal crack while machining. PCD diameter is different each side. (about 3%
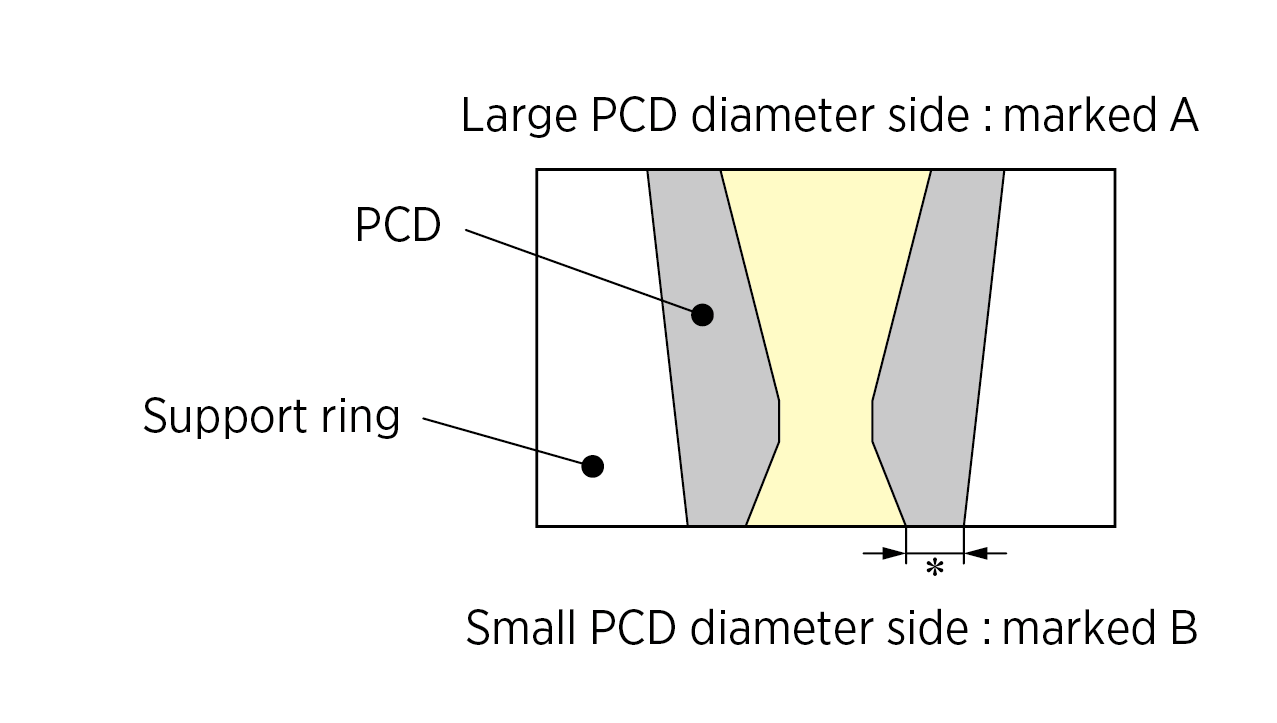
- PCD is pressed into support ring in the direction from side A to side B. Please use as Side A is Bell side,and Side B is Exit side.
- WD960, WD970 can use re-insertion to support ring when PCD slip out.
- PCD and support ring are not combined so please keep the radial thickness of PCD more than 1.0mm.
Diamond Material Inquiry
We will not only provide advice on product introduction,
but also provide guidance tailored to your desired application.
