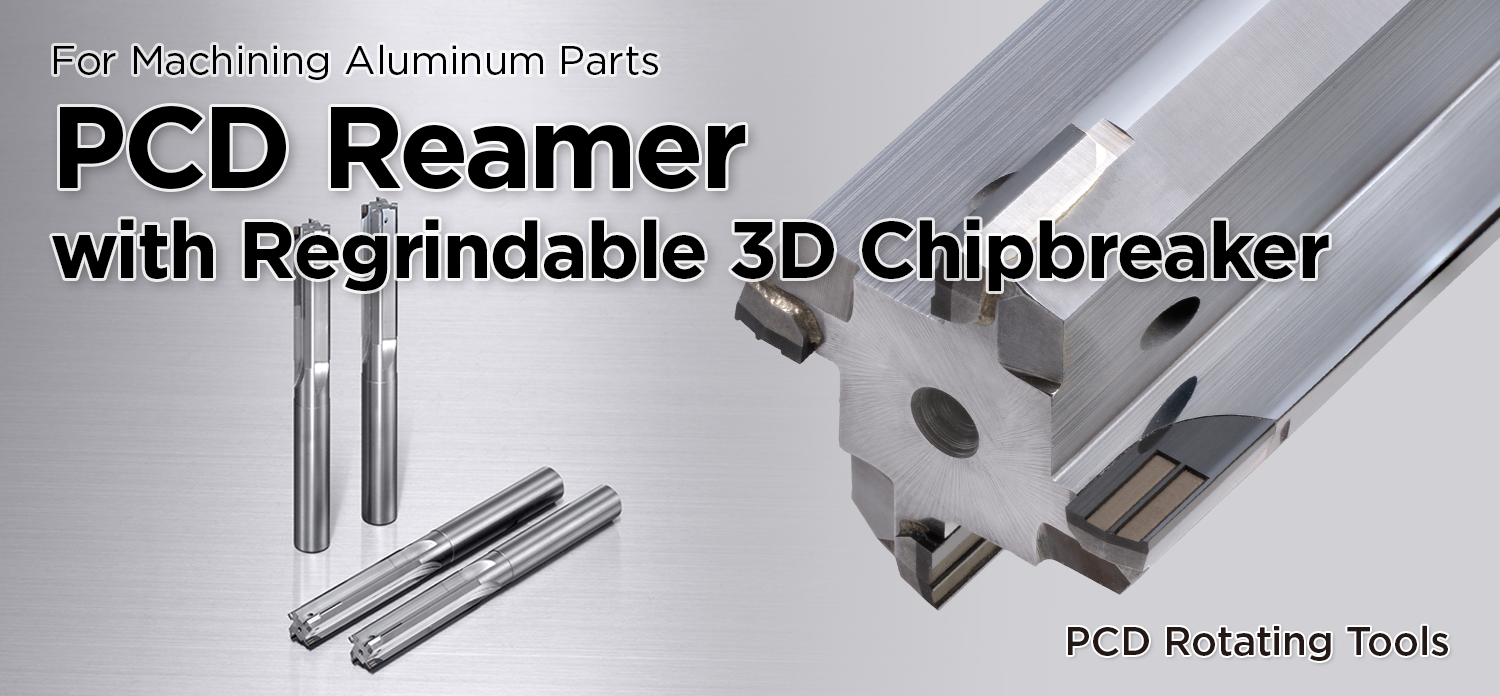
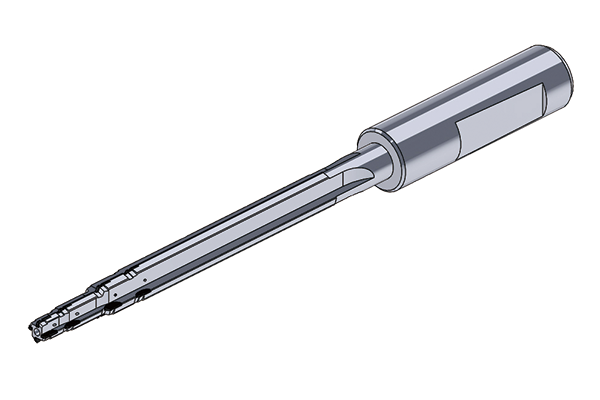
バルブボディスプール穴仕上げ加工用 PCD回転工具
独自の刃先加工技術とダイヤモンド(PCD)材種、不等分割設計により、高能率・高精度加工を実現
適用被削材
- N

FEATURE 特長
独自の刃先加工技術とダイヤモンド(PCD)材種、不等分割設計により、高能率・高精度加工を実現
バルブボディは薄肉形状で、加工部位に油路が交差し、さらに穴深さが深い(L/Dが大きい)ため、工具には高い加工精度が求められます。 また、表面粗さ・真円度・円筒度・同軸度などの要求精度も厳しく、一般的に加工トラブルが発生しやすい部品です。 当社は、豊富な量産実績に基づく専用設計、ダイヤモンド(PCD)材種、そしてシャープな切刃形状を組み合わせることで、バルブボディスプール穴の高能率・高精度加工を実現する最適な工具をご提案します。
- 豊富な量産実績に基づく工具設計
- ダイヤモンド(PCD)材種と刃先加工技術による安定加工
- 高能率・高精度加工を実現する多刃・不等分割設計
DESIGN EXAMPLES 設計例
■1枚刃4段リーマ
■2枚刃4段ドリル
■4枚刃4段リーマ
■5枚刃3段不等分配リーマ

EXAMPLE OF ADDITIONAL FUNCTIONS 付加機能の例
■ワーク欠け抑制

穴の出口付近は強度が弱く、切削力により切り屑と共にワークの欠けやリング状の切り屑が巻き付くなどのトラブルを招く場合があります。切削抵抗を抑制した切れ刃設計により防止します。
■切りくず処理(ブレーカ)
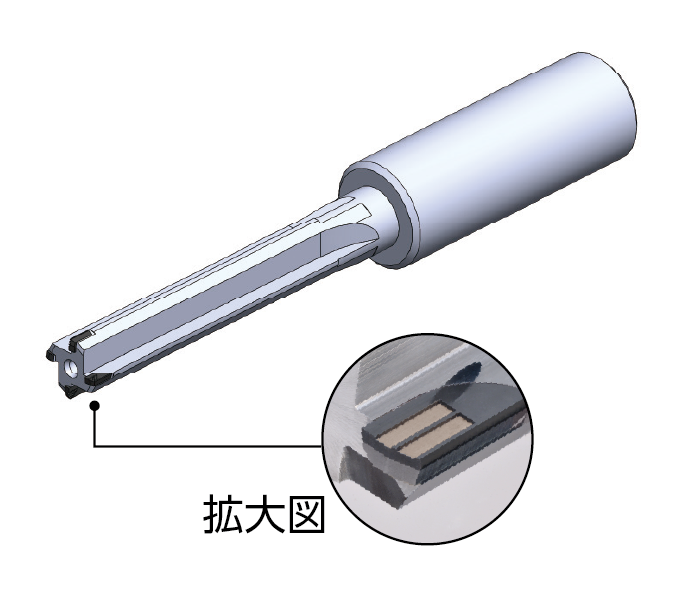
切れ刃に切り屑細分化機能を付与することで、加工傷による品質低下やホルダへの切り屑巻付きによる設備のチョコ停を防止します。
■切りくず排出性UP

1枚刃のガイドパッド部に切り屑付着を防止する排出溝を設けることで品質低下を防止します。
EXAMPLE OF MACHINING TIME REDUCTION 加工時間の短縮例
| 形 状 | 4枚刃不等分割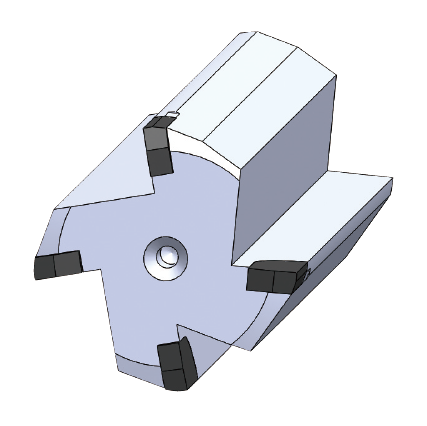 |
1枚刃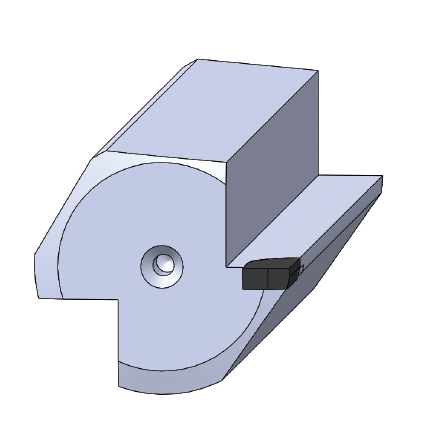 |
4枚刃等分割 |
|---|---|---|---|
| 取り代 (mm/径) | 0.4 | 0.4 | 0.4 |
| 回転速度 (min-1) | 6,600 | 4,000 | 4,000 |
| 送り速度 (mm/min) | 5,280 | 400 | 960 |
| 送り量 f(mm/rev) | 0.8 | 0.1 | 0.24 |
| 1刃当りの送り量 fz(mm/t) | 0.2 | 0.1 | 0.06 |
| 切削液 | エマルション系水溶性オイル | ||
| びびり | なし | なし | あり |
| 真円度 (μm) | 2 | 3 | 4 |
| 加工時間相対値 | 10 | 132 | 55 |
※イメージ

真円度:4枚刃不等配置
真円度:4枚刃等配置
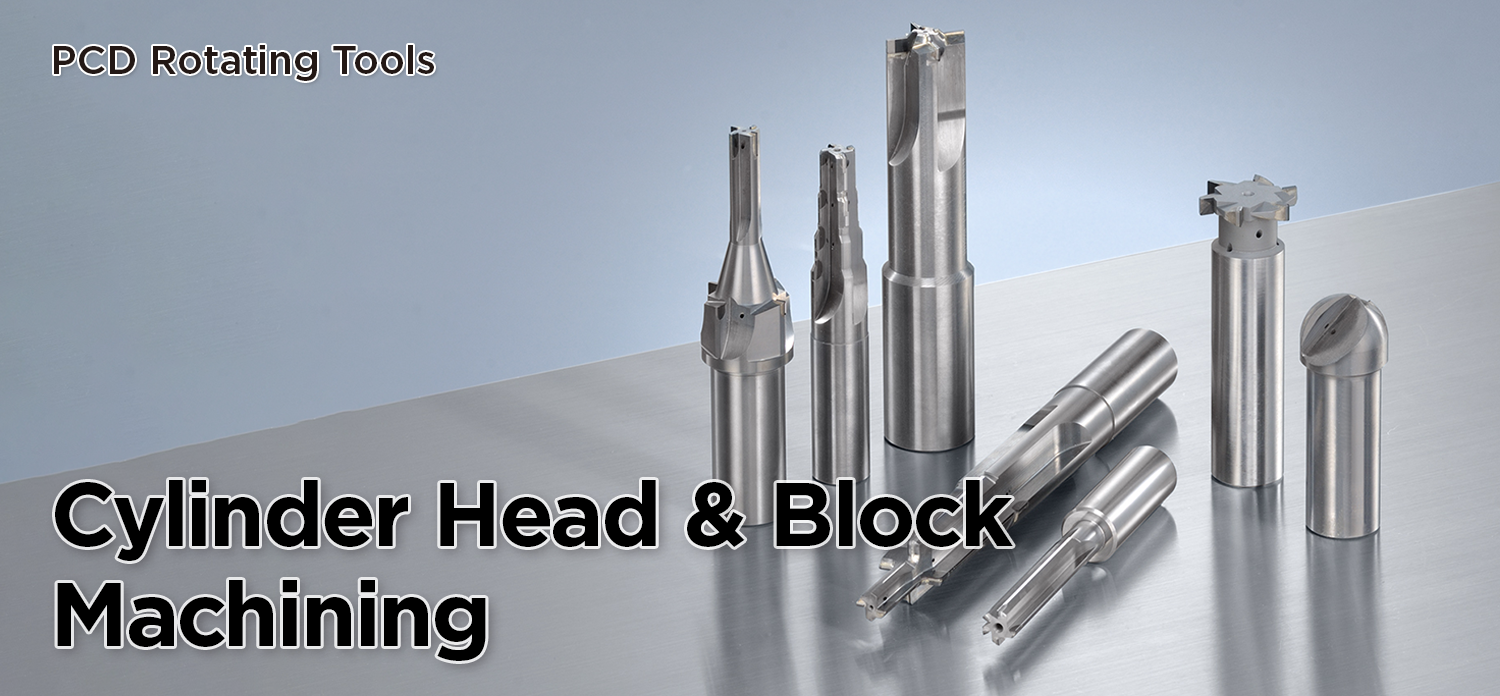
PCD特型工具をはじめ、アルミ部品加工におけるツーリングをトータルサポート。豊富な特型実績と、ダイヤモンド材種、刃先加工・解析技術により、工程集約と高能率加工を実現。加工時間短縮・コスト削減に貢献する最適な工具をご提案します。
INQUIRY 製品お問い合わせ
製品の導入についてのご相談はもちろん
お客様のご希望の用途にあわせたご案内も承ります。